Hvad er en brændekløverkile?

En kile til at hugge træ vælges af folk, der på grund af deres alder er for kedelige til at bruge betydelig kraft til at flække en træstamme i små snitter. Industrielle kiler er praktiske, men de har ulemper: høje omkostninger og mulige producentens besparelser på stålkvaliteten.
Sorter
I forhold til simple økser har kløvere en større skaftlængde - omkring 70-80 cm. Dette skyldes behovet for at skabe en stor amplitude af flækkebevægelser, så store træstammer kan hugges i små segmenter uden at bøje øksebladet til en bølge.
Den enkleste analog af en økse er en brændekløver, lavet for at beskytte en person mod utilsigtet skade: glider med en økse i gamle dage kunne fratage en person hans fingre, eller endda hele hånden. Længden af håndtaget til at flække knudrede klodder i særlige tilfælde når 90-95, og ikke 50 cm, som i en simpel økse.


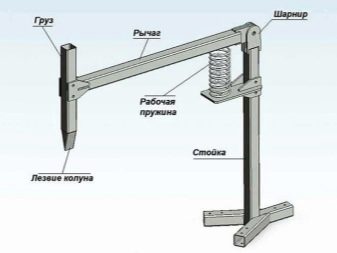
Fjedervedkløveren består af en fast del, som er en kanal T-formet bund med forstærkningsstiv. En træstamme lægges under kilen, og personen trykker på håndtaget og flytter det ned. Vægtemidlet hjælper med at bryde stammen i to dele. Fjederen bringer kilen tilbage til sin oprindelige position.
"Gulerod" eller kegle brændekløver er arrangeret som følger. Arbejdsdelen er 20 cm lang og 5-6 cm bred ved den brede del har en ca. 30 graders konisk vinkel. Fejlen ved dette design er umuligheden af at blomstre barken på grund af sidstnævntes løshed.


Trækløvere behøver ikke en forhammer. Faktisk er de flere kraftige klinger fastgjort på én base. Toppen af klingeholderen er lavet i lighed med en ambolt, som slås med en hammer, hvorved kloden opløses til små brænde.
En smedet brændekløver er lavet i form af en korsformet eller flad kile. Men hvis alt er klart med den første (det er en almindelig flad klinge, der deler chocken i to), så med den korsformede er alt noget mere kompliceret. Det er ikke let at smede et sådant produkt; oftest fremstilles det i et industrielt miljø. Den korsformede kile bryder kernen langs kernen og deler træet i fire.


Hvordan bruges?
En manuel brændekløver bruges i de fleste tilfælde som følger. Et stykke træ sættes ind i det, så aktiveres selve kilen. Justering af enheden til dimensionerne af de hakkede klodser udføres ved at indstille fjederen til det ønskede niveau. Jo kortere fjederens frie vandringsafstand er, jo kortere kan klumperne flækkes uden frygt for skader på kilespidsen.
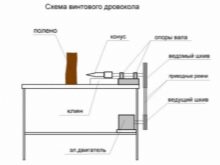
En elektrisk brændekløver fungerer på samme måde: Før du starter den, skal du sætte et stykke træ på forhånd. Motoren vil drive drevet, hvorfra den kinetiske kraft overføres gennem et gear (reducer) eller mekanisk transmission.


Ved hydrauliske drev overføres kraften ved at trykke på pedalen, som leder mekanisk kraft fra foden gennem væsken (oftest er det olie, som er 99,9 % inkompressibel under normale forhold). Det cirkulerer i et system bestående af et eller to beholdere med olieudtag. Fordelen ved hydraulik er, at 95 % af kraften overføres fra det menneskelige ben.
Når du arbejder med en konventionel kløver uden mekanik eller hydraulik, skal du holde dig væk fra træstammen, der skal hugges. For at hugge store træstammer har du brug for et massivt værktøj - op til 4 kg. I praksis svejses et vægtningsmiddel til hjemmelavede kværne med utilstrækkelig masse.
Det er dobbelt farligt at skære med en kløver med en vægtmasse uden ringformede føringer.


Hvordan gør man det selv?
For at lave den enkleste kløver med dine egne hænder skal du gøre følgende (dette værktøj er lavet af en stålramme med en diameter på 25 cm):
- huller til fastgørelse bores på en stålbase fastgjort indeni;
- en jernring med en diameter på 25 cm er installeret i den øvre del;
- en opadrettet klinge er fastgjort mellem understøtningerne og svejset til basen.
- en chock er installeret i ringen, fastgjort til bladet;
- så slår de kløven ovenfra med en forhammer.



For at lave en fjedertrækløver skal du ty til følgende trin.
- Ifølge tegningen svejses en plade med et rør svejset til den nederste del af T-basen, svejset fra et professionelt rør, på stedet for fastgørelse af afstandsstykkerne. Vinklen mellem bunden og pladen er lige.

- Den bevægelige del af brændekløveren samles som følger. En bevægelig stålstang er fastgjort øverst på bunden med et hængsel. Et grenrør er placeret i den ene ende af denne tværbjælke. Begge forbindelser skal være på samme akse.


- En auto-fjeder er placeret mellem dyserne, holdt i den korrekte position af disse dyser. På den anden side af tværbjælken er svejset en spids stålkile, rettet nedad, samt et vandret rettet håndtag.


- Et vedhæng svejses over kilen, for eksempel et fragment eller et skrot af en skinne eller en håndvægt. Efter at have afsluttet fremstillingen af en fjedervedkløver tester de den i praksis.





Ved fremstilling af en elektrisk kegle følges følgende instruktioner.
- Det tilspidsede element er tappet med en rilledybde på 2 mm og en gevindafstand på 7 mm. Et godt forsænket hulrum er skåret ud inde i det kegleformede element.

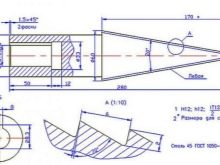
- På den del af emnet, hvor der ikke er gevind, bores der op til tre huller. Et skruegevind skæres ind i dem med en hane. Derefter placeres lejerne i kardanstøtterne og svejses. Kardanen monteres i kuglelejet på en af understøtningerne. En ærme er monteret på den, som beskytter kardanen mod indtrængen af fremmede faste partikler.

- En anden støtte med et leje skubbes ind på kardanen, indtil den hviler mod bøsningen. En kegle indsættes fra en af kardanens ender. Det er fastgjort gennem de slidsede huller med bolte. Den anden ende af kardanen sættes fast på remskiven, som er sikret ved hjælp af en møtrik. Lejestøtter er fastgjort på en ramme, under hvilken en elektrisk motor er fastgjort, forbundet til brændekløveren gennem bælter.
Enheden er klar. I arbejde bruges et reduktionsgear for at sænke brændekløverens hastighed.

Håndtaget på de manuelle kløvere er lavet af mellemstort træ (hårdhedsmæssigt). Eg og andre særligt tætte træsorter kan ikke bruges: de dæmper ikke vibrationer, efter arbejde bliver hånden alt for træt. Ved fremstilling af kløve skæres knivene til maksimalt 60 grader: dette er nok til at skære de hårdeste træsorter. Afrundet slibning er designet til råt og vådt træ, lige - til gennemtørret træ.


For en oversigt over Zigzag EL 452 F brændekløveren, se videoen.
































































Kommentaren blev sendt.