Alt om tappestørrelser

At vide alt om størrelserne af haner til tapning er meget nyttigt for alle, der hele tiden skal oprette netop denne tråd. Du skal nøje overveje standardstigningen for vandhaner M6 og M8, M10 og M12, M16 og M30. Du bliver også nødt til at studere tomme dimensioner og principperne for valg af boresektion.

Standard tapparametre
Specielt markeringsudstyr til gevindskæring er tydeligt dimensioneret. Mængde måles på flere måder. Hovedtrådsindekset, selv for metriske produkter, er sat på en tommeskala. Dette er ikke svært at se i enhver beskrivelse af sådanne produkter. Så for M6-haner er gevindet lavet med en sektion på 0,1 cm.I dette tilfælde kan størrelsen på hullet til gevind være fra 4,8 til 5 mm.

For produkter i kategorien M6 vil den typiske basisafstand være 1,25 mm. Og den udstansede passage for et produkt med en diameter på 8 mm når 6,5-6,7 mm. For mindre konstruktioner (M5) antages sådanne dimensioner at falde sammen med henholdsvis 0,8 mm, 4,1-4,2 mm. Det er interessant at sammenligne denne model med en stor seriel prøve - M24. Trinnet med at danne rillerne vil være 3 mm, og landingsfirkanten tages lig med 1,45 cm.
Metalmarkeringsanordningen, type M12, skærer gennem 1,75 mm. Hulsektionen bliver 9,9 eller 10 mm. For mindre M10 tages sådanne indikatorer lig med henholdsvis 1,5, 8,2 og 8,4 mm (i tilfælde af minimum og maksimal passage).

Nogle gange bruges M16 haner. Disse værktøjer giver dig mulighed for at ridse tråde med 2 cm intervaller, med kanaler på minimum 1,35 cm og maksimum 1,75 cm.
I nogle tilfælde bliver det nødvendigt at lave riller med intervaller på 2,5 mm. Så kommer tryk fra M20-kategorien til undsætning. Under deres drift dannes passager med et tværsnit på mindst 1,5 cm Dimensioner og driftsparametre (i centimeter) for nogle andre markeringsanordninger er vist i tabellen nedenfor. Det er vigtigt at forstå, at alt, hvad der er blevet sagt, kun gælder for metriske tråde.
|
Type indeks |
Slot slag |
Kanalsektion |
|
M7 |
0,1 |
0,595 |
|
M9 |
0,125 |
0,77 |
|
M2 |
0,04 |
0,16 |
|
М4 |
0,07 |
0,33 |
|
M11 |
0,15 |
0,943 |
|
M18 |
0,25 |
1,535 |
|
M22 |
0,25 |
1,935 |
|
M24 |
0,3 |
2,085 |
|
M30 |
0,35 |
2,63 |
|
M33 |
0,35 |
2,93 |
|
M42 |
0,45 |
3,725 |
|
M48 |
0,5 |
4,27 |
|
M60 |
0,55 |
5,42 |
|
M68 |
0,6 |
6,17 |
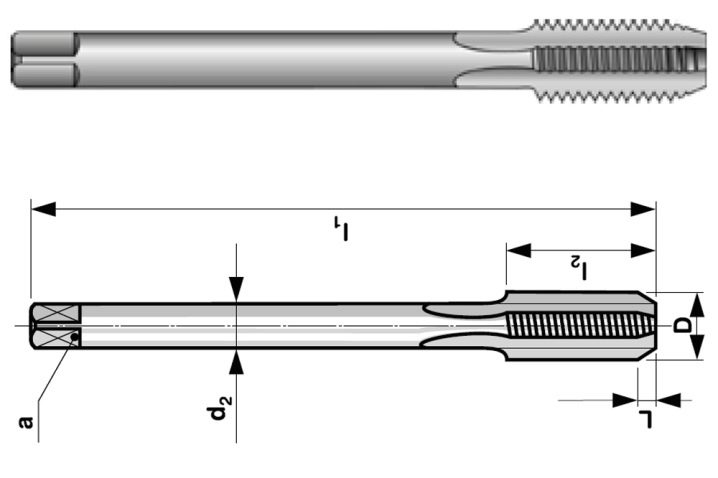
Typiske skaftdimensioner er også normaliserede (i millimeter):
- 2,5x2,1 (for vandhaner ikke større end M1,8);
- 2,8x2,1 (M2-M2,5);
- 3,5x2,7 (kun for M3 haner);
- 4,5x3,4 (kun til mærkningsudstyr M4);
- 6x4,9 (fra M5 til M8 inklusive);
- 11x9 (M14);
- 12x9 (kun M16);
- 16x12 (kun M20);
- 20x16 (markører M27).
Der er også skafter:
- 14x11;
- 22x18;
- 25x20;
- 28x22;
- 32x24;
- 40x32;
- 45x35.

Tommer dimensioner
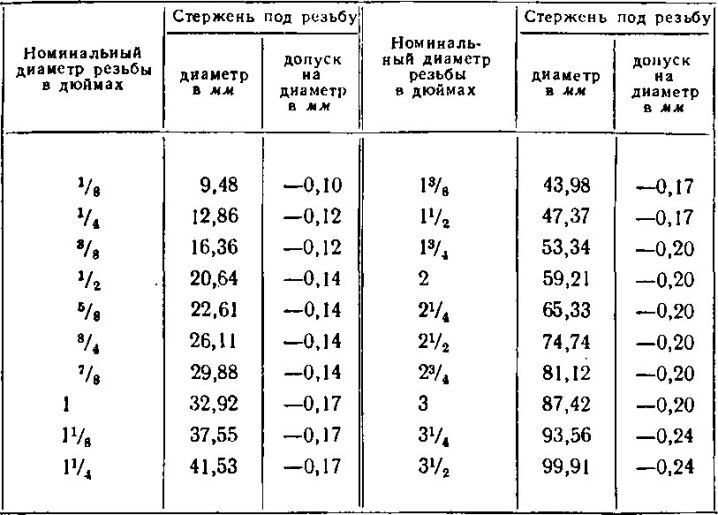
De er typiske for produkter leveret fra USA og Storbritannien. Hvis tværsnittet af rillerne er 3/16, så lægges hullet strengt fra 0,36 til 0,37 cm.Ganske populære 1/4 tommer haner laver kanaler på 5-5,1 mm, og for produkter i 3/8-klassen, disse indikatorer vil være henholdsvis 7, 7 og 7,9 mm. Rilleafstanden (i millimeter) vil være lig med:
- 1,058;
- 1,27;
- 1,588.

1/2 format forudsætter en rilleafstand på 2.117 mm. I dette tilfælde lægges en passage på 1,05 mm. Tommerhaner har en stigning på 3,175 mm. Hullet når 2,2 cm i diameter. De største modeller er i 17/8 kategorien. Gevindstigningen er 5,644 mm, og huldiameteren når 4,15 cm.
Det skal bemærkes, at sammen med metriske og tomme markeringsanordninger er der også dem, der er designet til at markere huller i rør. For et 1/8-tommers værktøj er riflingsvandringen 28 tråde pr. tomme. Hvis det er 1/2 kvalitet, dannes gevindene med intervaller på 14 gevind pr. tomme.
Selve sektionerne af riflingen vil være lig med 0,8566 og 1,8631 cm.En 2-tommers rørhane laver 11 omdrejninger pr. tomme, og kærvsektionen antages at være 5,656 cm.
Hvordan vælger man borets diameter?
Størrelsen af hullerne i dag bliver fortsat bestemt i henhold til GOST fra det fjerne 1973. Selvom denne standard er blevet revideret flere gange, har dens normer konsekvent bekræftet deres relevans. Med hensyn til arbejde inden for industri, energi og andre områder har intet ændret sig. Den universelle tilgang er typisk for forarbejdning af både jernholdige og ikke-jernholdige metaller. For at bestemme de nødvendige parametre til at skære et indvendigt gevind, start med at bore landingsområdet.
Dette gøres med en dobbelt radius. Kontroller omhyggeligt, at kanalen ved boring er 0,1-0,2 cm smallere end den påkrævede sektion. Ellers går det ikke så at lave sving med nøjagtig samme dimensioner. Udvælgelsen af øvelser udføres under hensyntagen til målestandarden, på en millimeter eller på en tomme skala. Antallet af tråde til indtastning bør også tages i betragtning.
En og samme tur kan udpeges på forskellige måder. Den installeres ved at måle afstanden mellem de tilstødende sidevægge på profilen. Først tælles 10 tråde. Derefter estimeres antallet af millimeter mellem dem, og dette tal reduceres med 10 gange. Slaget beregnes på samme måde, men det er allerede beregnet af vindingerne på en tråd.

Egenskaberne af skøre og hårde legeringer adskiller sig fra dem for bløde duktile metaller. Dette glemmes ofte af folk, der vælger haner til gevindskæring. Så i bløde materialer til M8-gevindet er der brug for et hul på 6,8 mm. I fast - 0,1 mm mindre.
Det anbefales også at tage højde for de maksimale afvigelser i diameter, der er fastsat i GOST, og være opmærksom på forskellen mellem konventionelle og spånløse haner.















Kommentaren blev sendt.