Tapnøgler oversigt

Hanen er som en "omvendt die". Det er ikke det udvendige gevind (på glat armering eller wire), der skæres, men det indvendige gevind (i et boret emne til en møtrik, et emne). Haneholderen er kendetegnet ved en mekaniseret påføringsmetode (i en skruetrækkerpatron) eller manuel (en knop).


generel beskrivelse
Den manuelle tapkrave fås i lige og L-formet design. Hovedkomponenterne i haneholderen er:
- prismatisk ramme;
- statisk håndtag;
- et aftageligt håndtag med en skralde, der fikserer positionsændringen, når man drejer en bestemt vinkel.
Som ekstra dele - bevægelige puder og en enhed til deres immobilisering som en del af justerbare haneholdere.


På grund af sin standardiserede form i form af et firkantet element (i henhold til standarderne i GOST nr. 3266) er tapholderne på værktøjsmarkedet forenede. De er kompatible med venstre- og højregevind og fungerer på tomme- og metriske fræsere. Ifølge designet kan holderen til hanen være med en flad eller L-formet holder, med en radial eller aksial bevægelse af fræseren, med mulighed for at justere den frie sektion for halen.

Haneholderen har en, to eller tre afsatssektioner - i overensstemmelse med diameteren på den gevindskårne rille, der skal skæres. Aksial bevægelse forudsætter værktøjets udførelse og arbejder med ekstremt begrænset fri adgang til skæreområdet.
Endehaneholderen kræver mere indsats ved skæring - for at lette arbejdet er der monteret en skralde i værktøjet, som pålideligt fikserer fræseren til at flytte håndtaget.

Visninger
Med hensyn til størrelsen (indre diameter) af det gevindskårne hul, ifølge den indenlandske GOST, skruenøgler til haner i intervallerne M3-M12, M6-M20, M8-M36, M1-M12, M1-M10, M4-M12, M8-M25 og en række andre er udbredt på markedet ... Jo kraftigere og tykkere knappen er, jo mere kraft kan mesteren anvende på hanen. Ud over de førnævnte endehaneholdere er der designmæssigt på håndskærermarkedet en holder til en prismehane, samt en universal.


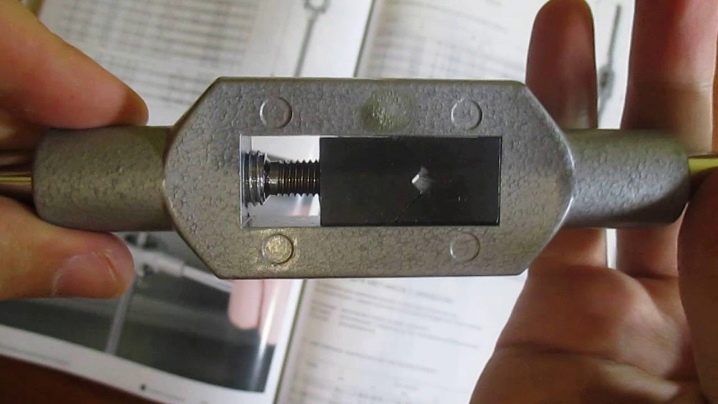
Prismatisk haneholder - to overlejringer i rammen, mens den ene passer ind i den anden, som elementer af en mosaik eller puslespil. Rektangulære prismer, der er lukkede, danner et ubesat firkantet mellemrum i midten, hvori der indsættes en skærer med et skaft af samme form og størrelse.
Dette ligner krankvognssystemet på en cykel: fastgørelsen af pedalerne på bøsningsmekanismens aksel er i dette tilfælde et firkantet mellemrum, hvori vognstangen indsættes (og spændes med en møtrik eller bolt).

Hanen opfører sig på samme måde, når den er fastgjort i haneholderen. Stramning af skaftet i holderen udføres ved hjælp af de justerbare knopstænger.
Den universelle haneholder er det samme prismatiske glidende hjælpeværktøj. Til fugearbejde med en endeskraldehane leveres en adapter udstyret med en sådan skralde med holderen. Dette tillader brugen af begge typer brændere, der tidligere er blevet diskuteret, og omgår den valgte brænders afhængighed af typen af nøgleholder.


Hvordan gør man det selv?
Den enkleste holder-knop er lavet på følgende måde.
- Bor et hul til M10 bolte i midten af et stykke (f.eks. 5 cm) af en firkantet armeringsstang med et tværsnit på f.eks. 400 mm2 (siden af firkanten er 20 mm).I dette eksempel bruges en venstregevindhane på en M10 møtrikskaft. Hullet til hanen bores strengt i midten (midten) af stangstykket. Er hullets dybde halv eller? tykkelsen af stangen. For eksempel bores en 20 mm stang op til 10...13 mm.
- Brug en anden hane til at skære gevindene i dette centerhul. Det anbefales at skære den venstre - den højre ville forstyrre arbejdet med en sådan skruenøgle, skæreren ville blive skruet af, når du skærer emner. Skru hanen i, sørg for at den "sidder" der sikkert.
- I enderne af et stykke af en stang bor du de samme huller til knappens tværstænger, for eksempel op til 1 ... 1,5 cm dyb. Skær en lignende tråd i dem.
- Skru tappenes længder ind i sidehullerne. For eksempel er længden af hver 10 cm Sæt på dem - for at gøre arbejdet lettere - varmekrympbare rør eller et stykke almindelig tynd slange.

Tip: Overhold strengtheden ved boring. En skævhed på mindst én grad til hver side vil forårsage gener under drift og vil bidrage til mere intensivt slid på både brænderen og holderen. Det anbefales, at alt arbejde med boring udføres på en boremaskine, hvor boreslagets firkanthed (vinkelret) allerede er indstillet fra fabrikken.
Hvis holderens bund er lavet af stålkvalitet, som bruges til fremstilling af konstruktionsbeslag A400-A500, kan den efter skæring og test af holderen hærdes i maskinolie - som hærdning af hjemmelavede knive, save og økser. Hærdet stål er mange gange mere slidstærkt end uhærdet stål. Temperering af knappen vil gøre armaturet holdbart. Alternativt kan det anbefales at anskaffe sig noget værktøjsstål - brug fx en knækket stor skruenøgle eller en tang som emne til en skruenøgle. Boring og savning af kravebunden udføres med en boremaskine og en diamantbelagt skive.


Fremstillingen af en prismatisk holder er noget mere kompliceret. Halvdelene af spændepladerne, drevet af nøglerne, slibes på en fræsemaskine, hvilket i høj grad vil lette denne bearbejdning af nøglen med en CNC-maskine. Brugen af laser- og fræseskæring er omtrent den samme - præcisionen af CNC-enheder gør det nemt at kopiere et stort antal identiske dele. De halvdele, der trykker på hanen, er lavet af en tykvægget plade (10-20 mm) af stålplade.


Ydermere er halvdelene placeret i en ramme svejset af et U-profil, hvori der bores huller til håndsvingets manuelle halvdele. Men halvdelene kan forbindes uden en ramme - de samme gevindstænger på skruenøglen vil give den den mest stabile position, takket være hvilken tapskaftet er fastspændt grundigt. Halvdelene af klemmen er boret mod-koaksialt: de indskruede stifter, som mesteren tager, når arbejdsemnerne skrues ind, passerer gennem den første halvprisme - fra den ene side - og halvdelen går ind i den anden.
Skraldemekanismen er meget lettere at fremstille, da skraldemekanismen også vil kræve en del, hvori et eller to kuglelejer er installeret. Som praksis viser, er det vigtigste at sikre holdbarheden og holdbarheden af holderknappen i mange år. Det sofistikerede lejedesign er en løsning for håndværkere, der har bestået det første niveau af erfaring med at fremstille håndværktøj på egen hånd i en garage.














Kommentaren blev sendt.