Alt hvad du behøver at vide om vandhaneholdere
For kendere af forskellige typer værktøj og dem, der arrangerer personlige workshops, er alt, hvad der er at vide om haneholdere ekstremt vigtigt. Bemærkelsesværdig er den universelle haneholder med og uden skralde, modellerne M3-M12, M6-M20 og andre størrelser. Det er også nyttigt at finde ud af, hvordan man laver det selv.


generel beskrivelse
Der findes mange håndværktøjer. Men selv på den generelle baggrund skiller haneholderen sig ud. Denne enhed er designet til at fastgøre hanens hale, så du derefter kan klippe gevindene korrekt. Gevindblokken monteres lige i holdeenheden. Herefter sættes den i gang (roterer).

I dette tilfælde er trådning ret let og selvsikker. Oftest hører dette værktøj til den universelle kategori. Enheden er velegnet til manuelt kalibreringsarbejde (med skabelse af indvendige gevind). Uden et sådant hjælpeelement er det meget vanskeligt at udøve den nødvendige indsats og samtidig ikke forstyrre noget. Haneholdere garanterer jævn, uden den mindste forvrængning, vridning af de samme haner, og holder den i en normal position i forhold til det aksiale plan.

En fabrikshaneholder er generelt bedre end en selvfremstillet lignende. Der er forskellige slags nuancer i dets design. Imidlertid er den generelle standard for komponenter blevet udarbejdet ganske sikkert, og deres mere eller mindre typiske sammensætning findes i ethvert produkt. Vi taler om:
-
fast håndtag;
-
flytte tvebakker;
-
rammer i form af et prisme;
-
udtrækkelige håndtag, nogle gange suppleret med en skralde;
-
goujons (blokke, der gør det muligt at fikse kiks).

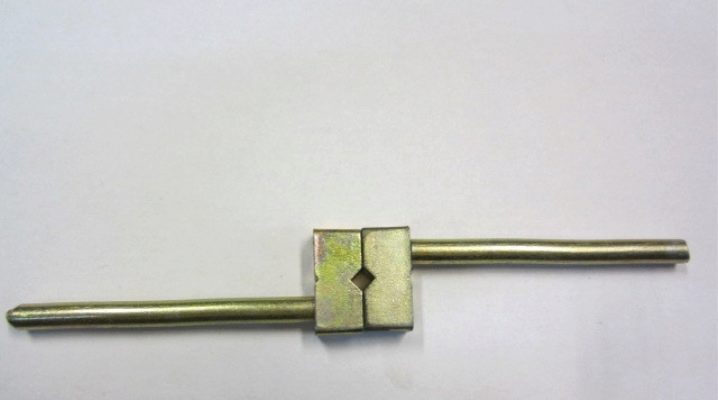
Typisk geometrisk form af haneholderen er en firkant. Størrelsen på haneskaftet er angivet i GOST 3266 fra 1981. Formelt refererer denne standard dog til selve vandhanerne - men det er ret logisk at forbinde det med holdeanordningerne. Haneholdere har nogle gange 2 eller 3 lommer til en række forskellige værktøjsmuligheder, men der er også modeller med 1 fatning.

Hvad er de?
Efter form
De geometriske træk ved haneholderne gør det muligt at skelne mellem flade og kantede modeller. Standardstrukturen beskrevet ovenfor er til modeller med radial rotation. Ende T-formede enheder er kendetegnet ved, at øget dybde af tråden skal anvende mere og mere kraft. Alle sådanne armaturer er som standard lavet med en skralde, som garanterer en stabil position af haneholderen, når de drejelige håndtag flyttes; denne løsning er velegnet til arbejde i trange rum.


I vandhanens rotationsretning
Det er ikke et spørgsmål om radial eller aksial bevægelse af den arbejdende del af tapholderen under drift. Selve hanerne kan bevæge sig med uret. Deres hovedtræk er hævningen af trådene fra venstre til højre retning. Hvis den bevæger sig i den modsatte retning, skal vridningen gå mod uret. På dette er gradueringen af de fremstillede haneholdere dog langt fra udtømt.

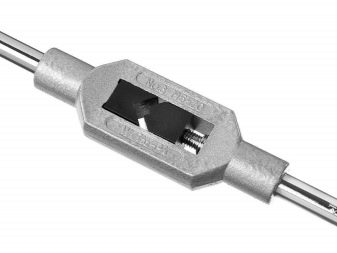
I nogle tilfælde er det vigtigt at opretholde et stabilt moment. Til dette formål er manuel håndsving af tareret type ideelt egnet. Der vil ikke være problemer selv med det forkerte valg af hullernes tværsnit eller bearbejdningen af særligt hårde dele. Værktøjet vil simpelthen glide, og hanen vil være pålideligt forsikret mod skader.Sammensætningen af den kalibrerede enhed inkluderer en krop.

Dette hus har en gennemgående passage til fastgørelse af håndtag. Selve håndtagene er buede. Stål med medium kulstof eller stål mættet med en stor mængde kulstof frigives til deres fremstilling. Trykmuffen er bevægelig. En firkantet åbning til skaftet er placeret på en af dens ender.
Der er også en returfjeder. Den justerer til et strengt defineret moment. Kiks er opdelt i 2 eller 4 elementer. Den anden type er kendetegnet ved øget funktionalitet og let tilpasning. Da delene af kiksene flyttes sekventielt, vil alle firkanternes overflader ændre sig på samme måde.

Nøjagtigheden af arbejdet påvirkes af forholdet mellem værktøjets sektion og sædets længde. Flade udvidede skruenøgler tillader ikke omhyggelig overholdelse af retningen. Særligt præcisionsværktøj er fremstillet af hærdet værktøjsstål. Hvor godt fjederen er blevet kalibreret kan også være kritisk. Hvis det er for tykt, er drejningsmomentet overvurderet, og ved udtynding vil det tage for lang tid at skære gevindet over, hvilket udsætter værktøjet for voldsomt slid.

En universal tapholder er en, der er designet til at skære ethvert gevind. Normalt bevæger den sig i en cirkel. Statsstandarden giver mulighed for brug af særligt stærkt værktøjsstål i en universel armatur. Et substandard apparat kan være lavet af ringere metal. Sammen med manuelle modeller findes der også modeller til en drejebænk.

Sådanne enheder fremstilles af mange virksomheder. I nogle tilfælde er det mere korrekt at bruge modeller med drejningsmomentbegrænsning. Et par matchende knaster er indsat i kroppen og ærmet. Inden der påbegyndes gevindskæring, skal mængden af metalfjernelse indstilles. Når den indstillede værdi overskrides, holder knastene op med at gå i indgreb, og glidningen begynder.
Skraldeholderne, der allerede er nævnt ovenfor, kan også laves i spændetangstypen. Sådanne produkter er velegnede til at danne dybe tråde i små dele. Vendeapparatet er godt, da det giver dig mulighed for at bakke lidt op og forfine små udeladelser, for at passere gennem et allerede bearbejdet område.

Den forstærkede holdeenhed er velegnet til særligt anstrengende arbejde. Han har ikke en tendens til at nedbryde bare sådan og arbejder meget effektivt.
Dimensioner (rediger)
Tapholdere M3-M12 har størrelser fra henholdsvis 3 til 12 mm. Den er lavet af konstruktionsstål. Og typiske intervaller vil også være:
-
M6-M20;
-
M6-M24;
-
M8-M24;
-
M8-M27.

Hvordan bruger man det korrekt?
De fabriksfremstillede holdeanordninger har et aftageligt låg. Mekanismen til justering af firkanten er skjult under den. Betjening med en speciel skrue ændres dybden af placeringen af kiksene. Skruen har overfladehak for at eliminere fejl. Som nævnt er mængden af fjernet metal kritisk.
Denne indikator afhænger af materialets skrøbelighed. Støbejern er mere skrøbeligt - og for det reduceres sådanne kvoter. Overtrædelse af denne regel truer med overdreven slid og ødelæggelse af værktøjet i en version og i en anden udvikling af begivenheder - ødelæggelsen af selve delen eller dens delvise deformation.

Med den korrekte indstilling går knastindgrebet tabt med tiden. Som følge heraf holder enheden op med at fungere på præcis det rigtige tidspunkt.
Hvordan gør man det selv?
I nogle tilfælde er et hjemmelavet værktøj stadig ikke så dårligt. Og til private behov fungerer det ganske effektivt. Ud over møtrikken skal du bruge bolte eller tappe til den. Størrelsen på delene skal være proportional, ellers kan der ikke være tale om noget normalt arbejde. Huller i møtrikken (bøsningen) opnås ved hjælp af metalbor.
Den krævede borstørrelse estimeres med en noffelmåler. Marker derefter de midterste dele af passagerne ved hjælp af et centerstempel.Når markeringen er overstået, fastgøres emnet med en skruestik, og der bores huller. Så tager de en hane af passende størrelse og forlænger rillerne inde i koblingsmøtrikken med den.

En skruenøgle kan bruges til at holde skæreværktøjet på plads.
Bolte spændes på begge sider. Der er et par flere nuancer, der giver dig mulighed for at fastgøre hanerne i skruenøglen mere effektivt. Det anbefales at spænde boltene så stramt som muligt. Samtidig skal afmærkningsanordningen forblive tydeligt i det lodrette plan. En anden mulighed er at installere et par låsemøtrikker, som spænder ved montering af hanen; en åben skruenøgle vil hjælpe med at gøre dette.


Nogle håndværkere forbedrer fastholdelsen af skafter ved at bruge riflede bolte. De er forberedt med en vinkelsliber. Med en lille mængde arbejde hjælper en husstandsmappe også; vinklen på rillerne skal under alle omstændigheder være 90 grader. De gevindfremspring på boltene kan nemt dækkes med gummislange eller varmekrympeslange, hvilket øger brugervenligheden af værktøjet. Hovedernes skarpe kanter er afrundede; hvis der ikke er nogen smergelmaskine, udføres en sådan manipulation på en simpel kværn.

En alternativ løsning består i at skære et par identiske segmenter af fra stålfirkanten. Deres længde er 7-8 cm. Derefter placeres et emne oven på et andet, hvilket efterlader noget overlap. Fiksering sker med tape eller malertape. Der er boret et par huller i emnerne.
Kanaler skal tråde. Yderligere udføres docking allerede stift (med bolte). En anden passage forberedes i midten. Det halvfabrikata skilles ad igen og modificeres med en trekantet fil.

For at indsætte vandhanen skal du først skrue boltene af, og derefter fastgøre dem igen som forventet.
Sådan laver du en haneholder med dine egne hænder, se videoen.













Kommentaren blev sendt.