Lodrette drejebænke

Lodrette drejebænke kan være meget godt udstyr til mange industrier. Men du skal finde ud af præcis, hvad deres formål og hovedkomponenter er, hvad gearkassen er udstyret med. Og du bliver også nødt til at studere andre funktioner ved enheden, knastene på CNC-maskiner, blive bekendt med udvælgelseskriterierne.
Enhed og funktionsprincip
Det er meget svært at sige præcist, hvad den generelle opfattelse af drejekedelige drejebænke er. De er repræsenteret af et meget stort antal modifikationer. Og hver version er optimeret til at udføre et meget specifikt udvalg af manipulationer, hvilket forudsigeligt afspejles i dens udseende og tekniske ydeevne. Universalmodeller af lodrette drejebænke spreder sig gradvist. Men der er stadig meget alvorlige forskelle mellem dem.


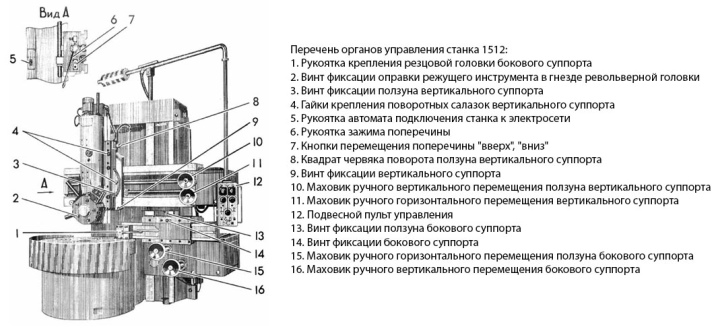
De vigtigste knudepunkter i enhedsdiagrammet er:
- stativer;
- en transmissionsforbindelse, der sørger for forbindelsen mellem hoveddelene og drevet;
- Kontrolpunkt;
- cantilever-samling, takket være hvilken spindlen bevæger sig;
- skydelære (placeret til venstre og højre);
- teknisk dækning;
- vugge til frontplade;
- et par foderkasser;
- operatør kontrolsystem;
- magt kontrol enhed;
- el-tavle.
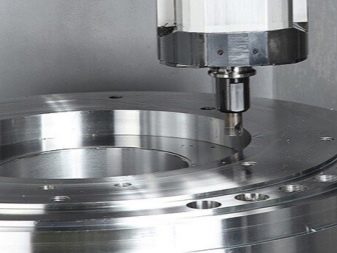
Ved hjælp af lodrette drejebænke kan du udføre en række forskellige manipulationer:
- skære en rille;
- give den nødvendige form til overfladerne af cylindriske eller koniske dele;
- forberede huller med de nødvendige parametre;
- slib flade områder;
- udfold et metalemne;
- arrangere udskæring;
- lave en formet overflade.


Bore- og fræsningskæber bruges på boredrejebænke.
De kan designes selv til modeller med store frontplader. Med deres hjælp er emnet fastgjort perfekt, selvom det er tungt og stort i størrelse. Typisk er 4 eller 8 kæber inkluderet i et typisk sæt. Lodrette drejebænke bliver i stigende grad softwarestyret (dvs. der bruges numerisk styring).
Denne tilgang minimerer faren forbundet med den menneskelige faktor. Takket være ham øges behandlingsnøjagtigheden betydeligt. Desuden giver sådant udstyr dig mulighed for at arbejde med hastigheder, der er fuldstændig utilgængelige, selv for de mest erfarne karruseldrejere, der arbejder på simpelt udstyr. Manuelle versioner bruges til industrier begrænset til simple drejeoperationer eller til skrubbearbejdning af strukturer. De emner, der skal bearbejdes, er hovedsageligt fastgjort i frontpladeholderne.


Start derefter rotationen ved lave hastigheder. Denne kørsel sikrer, at emnet centreres korrekt. Herefter bringes spindelhovedet ind. Den flyttes langs traversen. Sidst og fremmest startes væsketilførslen, som smører maskinen og fjerner overskudsvarme.
Reguleringen af omdrejninger og behandlingstilstande afhænger af, i hvilken grad gearkassen er udstyret, hvilke komponenter der er til stede i den, hvordan de er konfigureret. Alt dette er designet under hensyntagen til det valgte kinematiske skema.
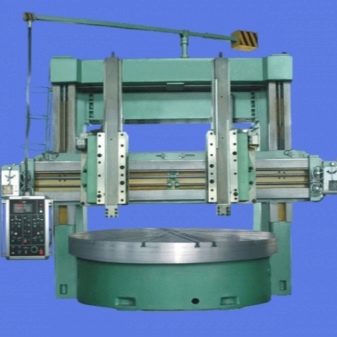
Der er lodrette drejebænke med et eller to stativer. Udgaven med to stolper er i stand til at håndtere større emner og er samtidig meget effektiv. Sengene i apparatet med to stolper indeholder en tværstang med borende og roterende kaliber.

Til bevægelse af disse calipre er der sædvanligvis vandrette styr. Boreblokken har en langsgående vogn med en drejemekanisme. En del af mekanismen er skyderen, hvorpå skæreholderen er placeret. Korrekt brug af den kedelige dias og de vedhæftede filer, der er tilføjet til den, giver dig mulighed for:
-
arbejde med tilspidsede overflader;
-
borehuller;
-
skære gennem de indre riller.
Uanset de specifikke nuancer er sådanne maskiner designet til at manipulere dele med en sektion, der er væsentligt større end længden. Oftest taler vi om sektioner på mere end 50 cm. Det er let at forstå, at en sådan teknik er efterspurgt i specialiserede grene af maskinteknik, hvor det er nødvendigt at producere store produkter.
En mekanisme som en karrusel giver dig mulighed for at flytte de ønskede genstande langs en fuldstændig lukket vandret bane.

Hvis skæreelementet på den kedelige drejebænk arbejder med en endeflade, vil der dannes ringformede riller på det. Hvis du flytter selve værktøjet i et vandret plan, så kan du ikke længere slibe cirkulære, men spiralformede riller. Ved at variere driftstilstande og fine indstillinger er det muligt at ændre stigningen på disse riller ganske drastisk. Rillerne bearbejdes til en vilkårlig dybde - det afhænger kun af, hvor intensivt arbejdsblokken er begravet. Der findes værktøjer, som gør, at du også kan lave riller på sidevæggene – det er lige meget om disse sidevægge er placeret inde eller ude.
Artsoversigt
Efter aftale
Alsidige modeller er optimeret til en bred vifte af operationer. Selvfølgelig taber de i perfektion af produktionen af individuelle manipulationer. Specialiserede enheder er snævert fokuserede, men specifikke typer arbejde udføres fejlfrit. En universal dreje- og kedelig drejebænk har oftest et enkelt stativ. Størrelserne på sådanne enheder har deres eget udvalg af størrelser, og valget af disse dimensioner bestemmes af emnets sektion.


Højt specialiserede dreje- og boremaskiner er normalt designet på basis af universelle prøver.
Specialisering kan opnås:
- forøgelse eller formindskelse af den højde, hvor behandlingen udføres;
- ændring af antallet af calipre;
- justeringer af kalibernes design;
- indførelsen af hjælpedrevhoveder;
- tilføjelse til designet af noder, der giver dig mulighed for at udføre komplekse handlinger.



Efter antallet af støttepunkter
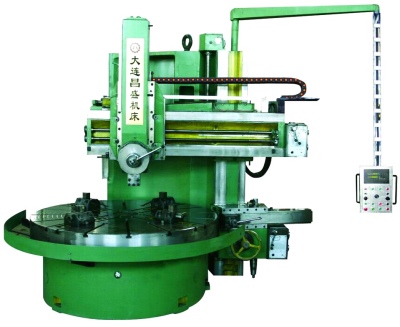
Enkeltsøjlemaskiner er fortrinsvis udstyret med et numerisk styresystem. De giver dig mulighed for at håndtere strukturer med et tværsnit på højst 150 cm. Et yderligere anvendelsesområde er manipulation af tilspidsede overflader. Hver enkeltsøjlemaskine indeholder en sidestøtte med en universalholder.
Enhedens to-post type er kendetegnet ved øget stivhed og pålidelighed, derfor bruges den til arbejde med særligt store vægtige emner. Bevægelsen af tværbjælken og understøtninger opnås ved hjælp af en speciel enhed - "portal".


Ved antallet af skydere
Der kan være en eller flere af dem. Enkeltstøttemodeller er kendetegnet ved et relativt snævert anvendelsesområde.
Jo flere sådanne elementer, jo bredere er anvendelsesområdet.


Efter type spindelhoved
Det sædvanlige design er baseret på en enkelt fræser. En mere moderne type er tårnet. Med den kan du bruge flere skæredele på én gang. Bevægelsen orienteres både vandret og lodret efter dit valg. Kutterne sættes i hovedet én efter én, og én efter én går de i gang.

Ved typen af kontrol af arbejdsbevægelser
På almindelige værksteder og i hjemmet bruges manuelle teknikker ofte til at bearbejde metal. På trods af enkelheden og letheden har sådanne enheder et minus - du bliver nødt til at handle meget omhyggeligt. En sådan teknik kan kun klare simple opgaver, og selv når de udføres, spiller den menneskelige faktor en enorm rolle.Derfor bliver CNC-maskiner selv i husholdningssegmentet mere og mere overbevisende ledere på trods af deres øgede pris.
Det er værd at være opmærksom på udstyrets parametre. Typiske maskiner, som leveres i mange af industrien, har udover den elektriske hovedmotor flere hjælpedrev. Disse specialenheder muliggør mere præcis styring af de enkelte dele af produktionsmaskinen. Jo større delene er, jo kraftigere skal kraftværkerne være. I branchen er det ikke ualmindeligt med drejeudstyrsmodeller, der forbruger 10 kW el eller mere.


Det øgede tempo i karruselteknologien skyldes i høj grad detaljerne ved montering af frontplader. Han regnes også for øget nøjagtighed af manipulationer. Derfor er det muligt at udføre arbejde, der kræver strengt begrænsede tolerancer. Det er værd at være opmærksom på den maksimale højde og tværsnit af emnerne. Højden på strukturerne kan variere - i forskellige tilfælde er den 80-500 cm.
Nøjagtigheden, hvormed delene vil blive behandlet, bestemmes af kvaliteten af nøgleblokindstillingerne. Som allerede nævnt, når du bruger CNC, er dette tal maksimalt. Nogle højpræcisions kontureringsmaskiner kan vise endnu lavere fejlfrekvenser.
Det vil dog ikke være muligt at fastholde arbejdet på et så højt niveau hele tiden.

Top modeller
Det kedelige drejebænkmarked indeholder en lang række forskellige modeller. Dalian Guofeng Machine Tools giver et godt tilbud. Dens modeller 5231, 5240, 5250 kan konkurrere trygt med de bedste indenlandske designs. De er kendetegnet ved øget nøjagtighed og er ret praktiske. Selv emner med komplekse geometriske former kan behandles med succes.

Alle de netop beskrevne modeller har to stativer. Men der er også enkeltsøjlede versioner i det kinesiske firmas sortiment. Deres effekt er ikke mindre end 22.000 watt og ikke mere end 45.000 watt. Ændringer fra 5110 til 5131 er numerisk kontrolleret. Sådant udstyr er ret effektivt, suppleret med specielle servoer.
Du skal betale mere for produkterne fra det schweiziske firma ENCE GmbH. Hendes kvalitetsindikatorer er dog også højere. Denne producent er i stand til at tilbyde flere linjer på én gang. Så LEN 3000-5000 er maskiner uden CNC som standard, men om nødvendigt kan en sådan styreenhed tilføjes. Hovedstrømmodulet har et par trin. Dens elektriske motor er i stand til at levere 16 forskellige hastigheder.

Hvis du skal arbejde med emner fra 125 til 200 cm i størrelse, LEN 1250-2000-serien bør foretrækkes... Disse enheder har rullestyr. Selve rullerne indeholder rullelejer fremstillet med meget høj præcision. Fejlreduktion opnås også med afbalancerede værktøjsholdere. For at øge udstyrets pålidelighed og stabilitet er det udstyret med elektriske dele fra Siemens.

Blandt indenlandske firmaer bør Krasnodar Heavy Machine Tool Plant nævnes. Han leverer flere modeller af vertikale drejebænke på én gang. For at flytte kaliberen er de forsynet med hærdede stålstyr. Designet med to søjler bruger et par tårnkalibre eller en kombination af tårn- og boreenheder. Nogle modeller tillader brugen af højtryksvæskekøling.

Version 1A516MF3 fra Stankonov-virksomheden fortjener også opmærksomhed. Dens stativ er fastgjort til bordet med bolte (afstandsstykket fungerer som mellemled). Støbejernstværbjælken fremstilles ved støbning. Enheden kan håndtere emner, der vejer op til 10.000 kg.
Caliper-fremføringer er trinløst justerbare.

Et alternativ er produkterne fra firmaet "TBS". Mere specifikt, enkeltkolonne versionerne 1512 / 1516F11 og 1512 / 1516F3. De bruger feeds med separate drev. Som standard bruges turret calipre; efter anmodning fra kunder er det forsynet med specielle klemmer, der forenkler behandlingen af hjul.Høj pålidelighed opretholdes takket være centraliseret smøring.

Valgkriterier
Lodrette drejebænke kan have frontplader med stor diameter. Det bestemmer, hvor stort udstyret bliver og størrelsen på emnerne. Til gengæld bestemmer hastigheden, hvormed frontpladen roteres, hvor effektivt systemet vil være. Enkeltbensmodeller er nødvendige for at producere tilspidsede dele. To-stolpe versioner er mere populære, når der arbejdes med emner med et tværsnit på 160 cm eller mere.
I en række tilfælde spiller valget af metalbearbejdningsmetoder en vigtig rolle. Og deres gennemførlighed på en bestemt maskine afhænger af, hvor langt arbejdsenhederne bevæger sig lodret og vandret. Ved at variere hældningsvinklen på kaliberen er det muligt at påvirke geometrien af de fremstillede produkter. Det er jo mere sofistikeret og varieret, jo større er afbøjningsvinklen leveret af designerne. Der er andre parametre, som også er vigtige at overveje.


Så, ud over de højeste og laveste hastigheder på frontpladen, bør du være opmærksom på antallet af gradueringer. Jo større den er, jo mere præcis kan du justere driftstilstanden. Men bagsiden af denne fordel er komplikationen af kinematik. Det er sværere at beregne det, og sandsynligheden for en form for fejl under arbejdet øges. Det er nyttigt at være opmærksom på værktøjsmagasinets kapacitet.
Hvis den er stor nok, forenkles metalbearbejdningsprocessen. Ideelt set kan du koncentrere hele produktionskæden på en eller flere maskiner af samme type. Når du vælger en CNC-enhed, bør du tænke på nøjagtigheden af de udøvende enheders handling. Det kritiske punkt er den nøjagtighed, hvormed den roterede frontplade er fastgjort; enhver krøjning af den fra en given vinkel er uacceptabel. For effektiviteten af værktøjsskift skelnes maskiner med tårne.















Kommentaren blev sendt.