Alt om drejebænke

Den hurtige udvikling af metalindustrien ville have været umulig uden forbedring af værktøjsmaskiner. De bestemmer slibehastigheden, formen og kvaliteten.
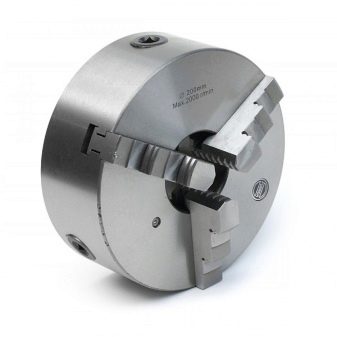
Drejepatronen holder emnet fast og giver den nødvendige spændekraft og centreringsnøjagtighed. Denne artikel diskuterer de grundlæggende nuancer af valg.

Ejendommeligheder
Dette produkt bruges på maskiner til generelle og specielle formål til at fastspænde emnet til spindlen. Dette giver et fast hold og høj spændekraft ved højt drejningsmoment.


Visninger
Et stort antal patroner til drejebænke præsenteres på det moderne marked: driver, pneumatisk, membran, hydraulisk. De er alle klassificeret efter følgende fire kriterier.
Ved udformningen af klemmemekanismen
I overensstemmelse med disse parametre er drejebænke opdelt i flere typer.
-
Styrepatron. Sådanne produkter er de enkleste og bruges til behandling af centret. Hvis siderne skal slibes, skal du vælge de takkede eller pinde muligheder.
-
Selvcentrerende spiral.
-
Håndtag... Denne type er kendetegnet ved en hydraulisk drevet plejlstang. Produktet har en øget efterspørgsel i små industrier.
-
Kileformet... Det ligner et håndtag, men har en højere centreringsnøjagtighed.
-
Collet... En sådan samling kan kun fiksere prøver i form af stænger med lille diameter. På trods af dens reducerede alsidighed er den populær for dens lave radiale udløb, hvilket har en positiv effekt på kvaliteten.
-
Kedelig - for at tilslutte boret til maskinen.
-
Krympepatron... Den bruges på samme maskiner som spændetangen, men kræver krympepasning.
-
Et alternativ til spændetangen er den hydrauliske pneumatiske borepatron. Drejepatroner griber værktøjet under trykket fra arbejdsvæsken, så der kræves mindre kraft for sikkert at gribe værktøjet.


Lad os se nærmere på strukturen og funktionerne i nogle af de populære sorter.
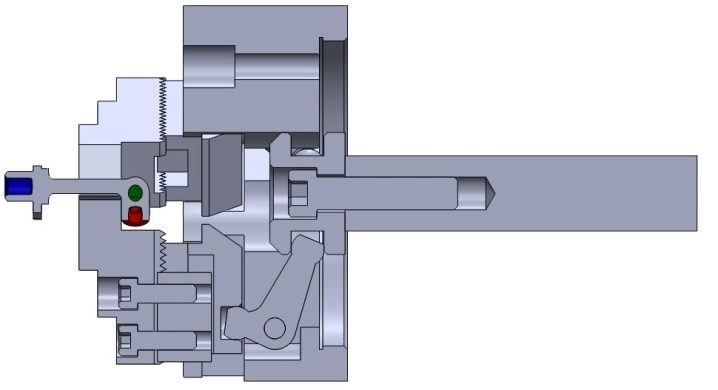
Collet
En vigtig rolle spilles af metalmuffen, opdelt i tre, fire eller seks dele. Deres antal bestemmer den maksimale diameter på det emne, der skal fikseres.
Designet kan de opdeles i to typer: indføringsspændetange og spændetange. De består af en hærdet stålbøsning med tre ikke-perforerede udskæringer, hvis ender er presset sammen for at danne et kronblad. Udkasterspænderne er fjederbelastede og varierer fra model til model.

Når spændetangen bevæger sig i patronen, indsnævres rillen, holderen og arbejdsemnets greb øges.
Af denne grund bruges denne type borepatron ofte til efterbearbejdning af allerede bearbejdede emner. Hvis typen af emne ikke passer til spændetappens form, tyr håndværkere til at bruge udskiftelige indsatser.

Håndtag
Centralt i designet af denne enhed er en to-armet håndtag, der driver holderne og klemmerne. Hver af dem har et forskelligt antal cams. Denne funktion giver dig mulighed for at bearbejde dele med komplekse geometrier. Chucken på drejebænke tager længere tid til hjælpearbejde, hvilket reducerer produktiviteten.Det er ikke desto mindre et velegnet værktøj til bestillingsproduktion på små fabrikker.

Denne type maskine kan justeres med en skruenøgle (som samtidig flytter knasterne)... Placeringen af hvert stykke kan også justeres uafhængigt.
Efter at emnet er fastspændt, vælges normalt et håndtagsprodukt til skrubning, da det mindste spil kan påvirke formen på den fremtidige del.
Kile
Kilepatron til drejebænke er en mere avanceret version af håndtagstypen. Der bruges flere uafhængige drev til at justere klemmens position. Som et resultat kan emner med komplekse geometrier fastspændes og roteres i enhver retning. Blandt andet:
-
du kan behandle produkter med en lille fejl og præcise former;
-
en ensartet kraft påføres hver knast;
-
fiksering af høj kvalitet ved høje hastigheder.


Kompleksiteten af opsætningen og opsætningstiden før arbejdet øges dog markant. I mange tilfælde har drejepatroner specielle spændemodeller, der er tilpasset til at arbejde med CNC-enheder.
Efter antallet af knaster
Produkterne beskrevet nedenfor er i størst efterspørgsel.
-
To-cam... Disse patroner har to cylindre på den ene side med en skrue mellem knastene eller en mekanisk transmission. Hvis mellemrummet er forskudt mod emnet, vil midteraksen også blive forskudt.
-
Tre-cam... De er drevet af et geardrev og tillader hurtig fastgørelse af dele uden besværlige omskiftninger. Centrering udføres ved hjælp af tilspidsede eller cylindriske skuldre.
-
Fire-cam... Den er fastgjort med skruer og er helt autonom, deres akser er i skivens plan. Denne type drejebænk kræver omhyggelig centrering.
-
Seks-cam... Disse patroner har en lav knusekraft, og kompressionskraften er jævnt fordelt. Der er to typer knaster: integrerede og monterede knaster. De er ikke særlig populære, og du kan kun købe dem ved at forudbestille dem.


Efter klemmetype
Patronkæben er opdelt i en fremadgående knast og en tilbagegående knast. Dette har ringe eller ingen signifikant effekt på ydeevnen.
Dette er måske det mest populære design. Mekanismen fungerer ved at flytte knast og klemme ved hjælp af et to-armet håndtag.


Nøjagtighedsklasse
Der er 4 klasser af nøjagtighed i alt:
-
h - normal nøjagtighed;
-
n - øget;
-
b - høj;
-
a - særlig høj nøjagtighed.

Afhængigt af anvendelsen kan patronens materiale vælges:
-
støbejern ≥ sc30;
-
stål ≥ 500 MPa;
-
ikke-jernholdige metaller.

Dimensioner (rediger)
Der er i alt 10 standard drejebænkepatronstørrelser: 8, 10, 12, 16, 20, 25, 31,5, 40, 50 og 63 cm.


Producentoversigt
På det moderne marked, tysk Rohm og polere Bison-Bial, som også har fabrikker til produktion af teknisk udstyr, værktøj og værktøjsmaskiner. Selvom de er meget dyre, er det nu simpelthen utænkeligt at producere hvad som helst uden at dreje patroner.


Og også patronerne fra den hviderussiske producent "Belmash" er meget populære i CIS.

Hvad skal man overveje, når man vælger?
Ukorrekt design kan føre til en stigning i antallet af defekte produkter og maskinnedbrud. Ifølge GOST skal følgende punkter tages i betragtning ved tilslutning.
-
Monteringstype på spindelakslen. Centreringsstropper, flanger, knastklemmer og drejeskiver kan bruges til fastgørelse.
-
Der er en frekvensgrænse... Overvej den maksimale hastighed, hvormed drejepatronen vil arbejde.
-
Antal kæber, type af kæbe (overflademonteret eller kombineret), hårdhed og fastspændingsmetode, type bevægelse - alt dette bestemmer klemmens ydeevne og den nødvendige tid til efterjustering.

Hvordan gør man det selv?
Tænk på forhånd, hvordan produktet bliver fastgjort på maskinen, og lav eller køb om nødvendigt en gevindbøsning. Så kan du fortsætte.
-
På den eksisterende plade skal du markere en cirkel og to akser, der går gennem dens centrum og skærer i en vinkel på 90 grader.
-
Brug en stiksav til at skære rammen ud ved mærket, og slib den godt.
-
Langs den resulterende akse skæres riller et par centimeter fra midten og to til tre centimeter fra kanten.
-
Sav hjørnet i fire lige store stykker og bor et hul i hver side med samme størrelse bor.
-
Skru et M8-gevind i den anden hjørneliste og skru bolten i.
-
Monter gevindbøsningen til akselmontering.
-
Fastgør beslaget til rammen med bolte og spændeskiver.
-
Det sidste trin er at installere patronen på drejebænken.
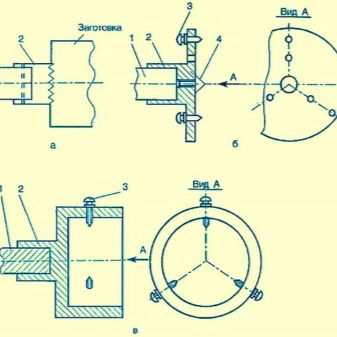

For at fastgøre emnet i denne hjemmelavede borepatron flyttes og fikseres vinklen ved at stramme møtrikken, og til sidst fastspændes emnet med en skrue skruet ind i gevindet.
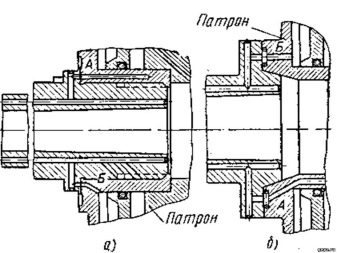
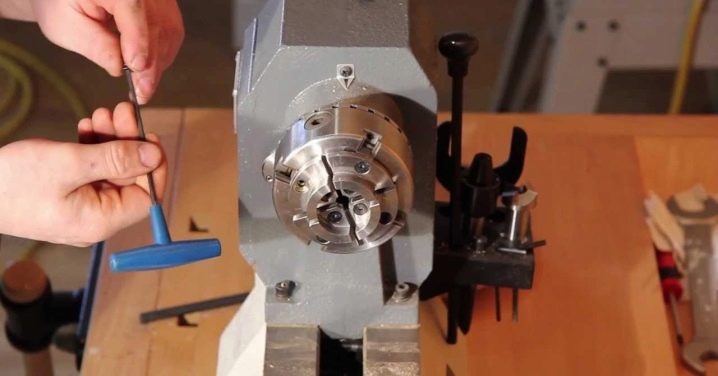
Hvordan installeres og fjernes korrekt?
Maskinen kan udstyres med gevind- eller flangepatron, alt afhænger af dens størrelse. Den første type kan bruges på minimaskiner. Den gevindskårne chuck er ikke særlig tung, så montering er ikke et problem, bare juster gevinddelene og skru dem sammen. Dette kan gøres af én person uden brug af værktøj.
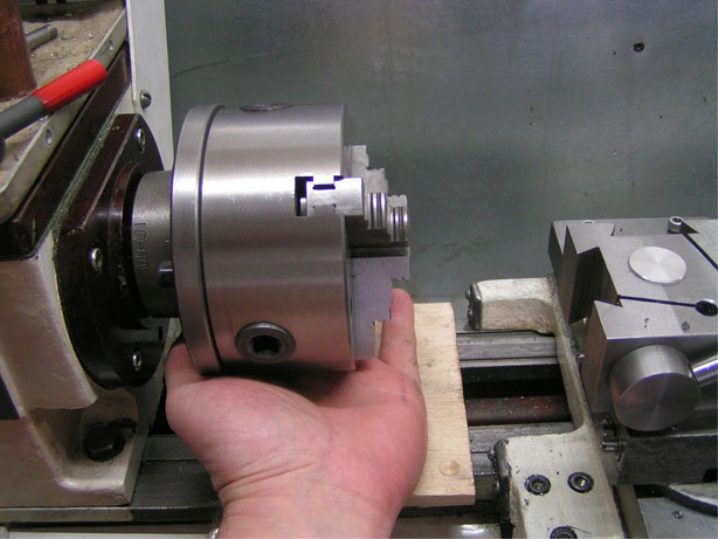
Den flangede version af patronen kan veje mere end 20 kg. Den mest populære type er den drejelige skive monteret under spindlen.


Installationen udføres i flere trin.
-
Kontroller først tilstanden af spændepatronen og spindelen og udbedr eventuelle fejl. Spindeludløbet bør ikke være mere end 3 mikron.
-
Maskinen sættes i neutral hastighed.... Derefter installeres patronen på monteringsbasen. Nu skal du centrere patronen.
-
Installer kaliberen på spindlen i en afstand på ca. 1 cm, og flugt tappene med hullerne i flangen. Derefter føres tailstocken ind i patronen, styret løber langs hele længden mellem knastene, derefter spændes det fast.
-
I næste trin skubbes patronen ind på spindlen (tappen sættes ind i hullet i flangen), og fjerpinden forlænges - Bevægelig headstock ærme.
-
Derefter frigøres knasten, bagsmækken trækkes tilbage, og møtrikkerne spændes. Ved afslutningen af arbejdet kontrolleres endeløbet.

Dernæst vil vi overveje, hvordan man fjerner patronen på en automatisk træbearbejdningsmaskine.
-
Efter at have fjernet knasten på forhånd, skal du indstille styret så langt frem som muligt i forhold til patronen. Fastgør halestammen.
-
Derefter fjernes møtrikkerne, der holder patronen på plads, én efter én. For at gøre dette er det nødvendigt at indstille gearstangen til minimum rotation for at forhindre ændring af patronens position.
-
Efter at have løsnet den første møtrik drej håndtaget til høj hastighed, og drej patronen til den ønskede position.
-
Træk fjerpen i, og løsne langsomt patronen fra spindelflangen.
-
Hvis patronen vejer ret meget, skal den placeres på en form for støtte, slip derefter knasten og fjern styret fra dets sæde. Det er alt, arbejdet er slut.
Overholdelse af reglerne for opsætning og drift af maskiner garanterer kvaliteten af resultaterne af bearbejdning af emner og sikrer langsigtet problemfri drift af maskinen.
Driftstips
Korrekt brug af drejebænken omfatter følgende.
-
Regelmæssig rengøring udstyr og regelmæssig fjernelse af spåner vil hjælpe med at minimere nedetid, nedbrud og afvisninger under vending. Hvis vedligeholdelsen ikke udføres systematisk, kan udstyrsnedbrud øges dramatisk, holdbarheden kan reduceres, og produktionsomkostningerne kan stige.
-
For at undgå udstyrsfejl bør du kontroller regelmæssigt tilstanden af skærekanterne og bagsiden af arbejdsværktøjerne, slib straks eller udskift stumpe værktøjer.
-
Alle de komponenter du har brug forolie, kølevæske, værktøj, drejebænketilbehør og fastgørelseselementer, skal være af passende kvalitet og af det angivne mærke.
-
Udskiftning af defekte dele og værktøj, eliminering af simple funktionsfejl.













Kommentaren blev sendt.