Alt hvad du behøver at vide om drejeværktøj

Professionelle ved alt om skærende værktøj til drejebænke, men den uindviede kan let fare vild i de mange forskellige typer, former og producenter af værktøj. Og det er endnu sværere for dem at nærme sig emnet med at skabe fortænder med egne hænder. Men der er stadig regler for slibning og montering. Det er værd at være opmærksom på dette.

Ejendommeligheder
Hvad der er et drejeværktøj er et element, der inkluderer en holder og et arbejdshoved. Den første hjælper med at fastgøre skæreren på maskinen, og den anden - at arbejde med emnet. Sektionen af holderen kan være kvadratisk eller rektangulær. Arbejdsdelen omfatter flere tilstødende planer og skærekanter, og slibningsvinklen er forbundet med egenskaberne af det materiale, der behandles i øjeblikket, og med selve bearbejdningstypen.

Lidt om arbejdshovedet: det kan være solidt eller med plader, der er svejset til det (eller loddet). Og selv i dag er der fræsere til en drejebænk, som arbejder med udskiftelige plader, hvilket er meget praktisk. Fræsere med solide elementer er mindre almindelige, men svejsede / svejsede er meget mere almindelige. De er lavet af højhastighedsstål eller af en hårdmetallegering med tantal, titanium eller wolfram.

Delen kan bruges til at behandle stål, støbejern, ikke-jernholdige metalprodukter samt ikke-metalliske materialer.
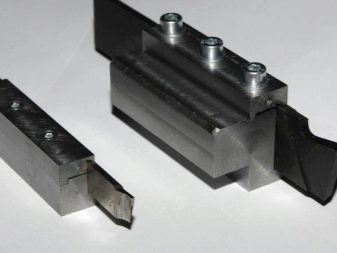
Som allerede nævnt, drejeværktøj med skiftende skær er en praktisk ting for en professionel. Pladen på hovedet kan holdes mekanisk med skruer eller specielle klemmer. Og så er den meget behagelig at bruge den. Især hvis pladen er lavet af mineralkeramik (selvom prisen på den afskårne del i dette tilfælde vil skarpt "springe").
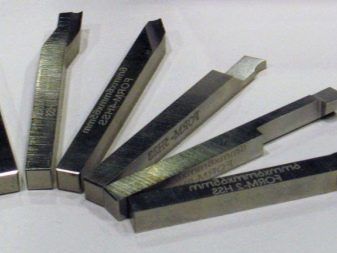
Den arbejdende del af drejeværktøjet kan være hårdmetal, det kan være lavet af højhastighedsstål eller af kulstofstål af høj kvalitet. Der er mange typer fortænder, dette er en stor og kompleks klassificering.


Artsoversigt
Fortænderne adskiller sig i funktionalitet, designnuancer og andre parametre.
Efter aftale
Her taler vi om de materialer, som fræseren arbejder med.
-
Træ. På markederne kan de findes i sæt med ringe, kamme, rivere, kroge, meisler. Fortænderne og rotationsmekanismerne holdes sammen.
-
Til metal. Når du skal svejse eller lodde en plade, så taler de om det optimale valg for fræserne. Carbid og højhastighedslegeringer bruges oftere i dette tilfælde. Installation af sådanne fræsere er ikke kun mulig på drejebænke, men også på slidsning, høvling, specielle formål og andre.

Denne klassificering er lille, her vil valget ikke være svært.
Af design
Det er solide fræsere, hvor skaftet og hovedet er leddelt af ét system. Eller det er et værktøj med svejste plader, de er meget fast forbundet til hovedet. Hvis lodningen af pladerne blev udført uden teknisk nøjagtighed, kan der efterfølgende dannes revner på arbejdsfladen. Sådanne fræsere er meget udbredte, fordi de er velegnede til en lang række maskiner.
Kuttere med mekanisk pladefastgørelse betragtes som en af de mest bekvemme muligheder for metalplader. Dette gælder præfabrikerede og tilpassede sorter og holder.

Efter type forarbejdning
Her er skærene opdelt i efterbehandling og semi-finish. Til efterbehandling er fremføringen lav i hastighed; materiale med en lille tykkelse fjernes fra emnet.Oftest er sådanne værktøjer repræsenteret af en forbipasserende skærer. Halvbearbejdning er meget lig den tidligere version, men med hensyn til egenskaber er de svagere end efterbehandling. Men de kan bruges til de samme opgaver.


Efter installationstype
Tangentielle fortænder er et værktøj, der er installeret i en bestemt vinkel, og desuden enhver, bortset fra en lige. Dette måles i forhold til aksen på den overflade, der gennemgår operationen. Og værktøjet er kendetegnet ved et komplekst skema af fastgørelseselementer til intern drejning.
Den radiale fræser er kendetegnet ved fikseringen af en udelukkende ret vinkel på overfladen, der bearbejdes. Til industrielle formål, en populær mulighed. Og den radiale version har et stort plus - det er et forenklet fastgørelsessystem.


Efter fodertype
Det er stadig nemmere her: venstre fræsere kaldes værktøjer med højre side af snittet, det er til det, at metallet, der behandles, drejes. Ved højre skær til venstre er der en del af skæringen, metaloverfladen er vendt på den til forarbejdning.

Ved at fastgøre skæredelen i forhold til stangen
Og denne egenskab repræsenterer 4 typer fortænder. De bøjede er kendetegnet ved en speciel buet linje, som er karakteristisk for den øvre positions projektionsakse. Og lateral lokalisering sikrer, at linjerne er lige. Lige fortænder er dem, hvis projektionsakse opretholder en lige linje, både ovenfra og fra siden.
I trukket fortænder er hoveddelen og skaftet forskellige i størrelse, hovedet vil være mindre. Den er fastgjort til den incisale akse. Detaljer er kendetegnet ved en vis forskydning i forhold til skærenes akse i enhver retning. Nå, de buede fortænder ved øvre lokalisering er forbundet med projektionsaksen med en jævn linje, mens den laterale projektion er forbundet med en buet linje.


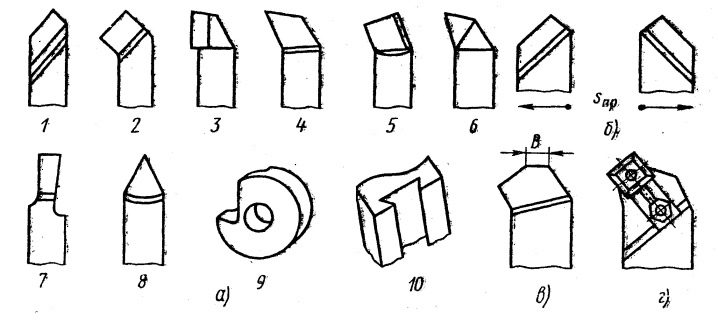
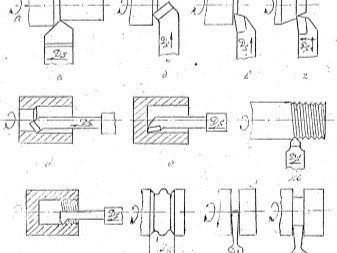
Efter forarbejdningsmetode
Og der er mange varianter her.
-
Underskæring. Hvis det er en krydsfremføringsmaskine, kan værktøjet nemt tilsluttes udstyret. Disse er enten kanterne på forskellige overflader eller trinelementer.
-
Kontrolpunkter. Funktionel til metalbearbejdning med tværgående og langsgående foderudstyr. Dette er relevant, hvis trimningen refererer til enderne, til cylindriske og kegleformede emner.
-
Kedelig. Behøves til gennemgående og blinde huller, til udsparinger og udsparinger.
-
Rund. Her bestemte formen navnet.
-
Gevind. Danner udvendigt og indvendigt gevind, med en trapezformet sektion, samt rund og rektangulær. Selve produkterne kan være flade, runde og konvekse.


Og fortænderne er jævne (de bevarer rektangulære kanter), buede (adskiller sig kun i form, lidt), formede (kombineret med formede former for komplekse strukturer).
Materialer (rediger)
Det er allerede blevet bemærket, at fortænder er lavet af en bred vifte af materialer. For eksempel solid. Disse er wolframværktøjer, der kan behandle ikke-jernholdige metaller og forskellige legeringer. God til emner lavet af støbejern, ikke-metaller. Der er også titanium-wolframskærere, der kan arbejde med ethvert metal. Og der skal tantal-wolfram-titaniumskærere til, hvor opgaven er at bearbejde svære metaller, for eksempel smedning og varmebestandige, altså dem, der ikke er så nemme at tage.


Hvis fræserne er lavet af hurtigt skærende materialer, så kan de være med normeffektivitet og med øget effektivitet. Men de værktøjer, der er lavet af kulstofmateriale, betragtes, og ganske rigtigt, som den højeste kvalitet.
Diamantskærere bruges også: de fungerer godt ikke-jernholdige metaller, såvel som plastik, gummi, ebonit, fiber. Men på jernholdigt metal virker de næsten ikke, for i deres forhold anses diamantskærere for meget skrøbelige. Elboriske elementer betragtes som "friske" konkurrenter til diamantelementer.

Top producenter
Russiske virksomheder er også blandt de vigtigste producenter. Ligesom INIGS gør den fremragende gennemboring af dele til en god pris. Og også blandt indenlandske mærker er lederne "Kanashsky IZ", et populært produkt, som er lige linje. Blandt importvirksomhederne er der stor tillid til tjekkiske producenter.
Sæt er også populære, for eksempel et sæt værktøjer til træ. Populære produkter omfatter Enkor samt Metalmaster, Proma, Proxxon. Du skal dog ikke kun fokusere på mærker, pris og produktionsland.


Udvælgelsestips
Fræseren vælges afhængigt af, hvilken slags del der skal bearbejdes, af delens materiale, af formen og den ønskede overfladefinish. For eksempel er der ønske om en cylindrisk del uden et indvendigt hul, hvilket betyder, at fræseren skal have en gennembøjet, lige igennem eller trykfræser.
Hvad skal du ellers overveje, når du vælger:
-
fremstillingsmateriale (f.eks. rustfrit stål eller hårde legeringer);
-
tilstedeværelsen / fraværet af et sæt (det er ofte mere rentabelt at købe kun sættene);
-
muligheden for at bruge et universelt værktøj, en sådan fræser kan også kaldes en modulær fræser, da forskellige plader kan fastgøres til holderen i den, og derfor kan forskellige emner behandles i forskellige vinkler.

Meget ofte står fagfolk over for vanskeligheder med at vælge et værktøj "til sig selv". Det skal virkelig være nemt at bruge og helst billigt. Og tanken om at lave en hjemmelavet skærer er ikke sådan et gamble.
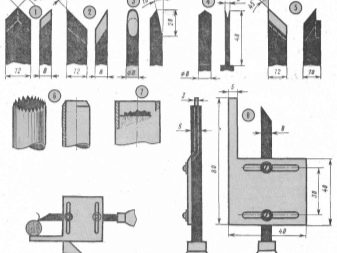
Hvordan gør man det selv?
Lad os sige, at vi taler om at lave et trædrejeværktøj. Det er disse værktøjer, der oftere fremstilles alene.
Enhver type mejsel involverer at følge en sådan ordning.
-
I henhold til tegningerne eller et foto skæres et stålemne af den ønskede form ud - dette gøres på en drejebænk i henhold til de angivne dimensioner.
-
Den primære slibning af den fremtidige fræser udføres.
-
Metaldelen skal hærdes, så fræseren kan klare forskellige træsorter. Først opvarmes metallet til den ekstreme temperatur, derefter dyppes det i motorolie, og der skal det køle helt af. Og du kan stå den bare ved stuetemperatur.
-
Dette efterfølges af afsluttende slibning.
-
Den skærende del af fræseren skubbes ind på værktøjets træhåndtag.


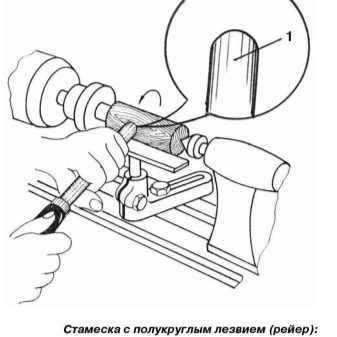
I denne proces vil det mest afgørende øjeblik være den primære skærpelse. Fortænderne er meget forskellige, de er for eksempel lavet af en fil, men pointen er netop formålet med værktøjet, det påvirker resultatet. For eksempel for at lave en fræser med en halvcirkelformet skærkant markeres en kontur på emnet, alt unødvendigt fjernes langs det, og spidsen af den ønskede radius skærpes. Skæret skal slibes omhyggeligt, så det kommer jævnt ud.

Et eksempel på, hvordan man laver en reyer cutter med egne hænder.
-
Et emne smedes fra filen til størrelse.
-
Et fladt emne placeres på en halvcirkelformet krympe, som står i ambolthullet, en halvcirkelformet flyder fastgøres ovenpå og slås med en hammer. Dette gøres, så lærredet bøjes rundt om længdeaksen. I stedet for en murske bruges en stålstang.
-
Indtil hærdningsøjeblikket drejes "trækket" i en vinkel på 45 grader. Efter hærdning vil det være sværere at gøre det samme, derfor er det vigtigt ikke at gå glip af øjeblikket.
-
Derefter hærdes emnet, det skal have lov til at køle af.
-
Lærredet sendes til ovnen for at varme op til 200 grader. Efter 20 minutter tager de den ud og lader den stå i luften, indtil den er afkølet.
-
De ydre og indre overflader behandles, alle deformationer skal udjævnes.
-
Skærekanten skal slibes ved først at justere den vinkelret på længdeaksen.
-
Det er kun tilbage at sætte håndtaget på - gør-det-selv-reyeren er klar.

Strålerens klinge kan i øvrigt være lige eller skrå, krøllet, afhængigt af formålet med at bruge værktøjet, bredden af dets handlinger.
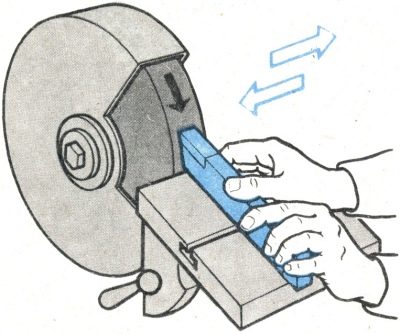
Skærpende nuancer
Slibning af fortænder er et mere end afgørende øjeblik. Uden den vil det ikke være muligt at holde den arbejdende del i optimal stand, i form og med den rigtige vinkel. Det er ikke nødvendigt kun at slibe skæret i form af en engangs hårdmetal indsats. Hvis vi taler om industrielle virksomheder, der skærpes skærene på en speciel maskine. Derhjemme skal du være kreativ. For eksempel kan kemikalier eller slibeskiver bruges til dette. Et slibehjul er ofte installeret på en drejebænk - det kan skærpe skærene med en ret høj kvalitet, hvilket bringer værktøjet til den ønskede geometri.


Hvis du beslutter dig for at vælge et slibehjul, skal du fokusere på grundmaterialet. For eksempel, slibning af hårdmetalfræseren korrekt, vil cirklen være grøn, siliciumcarbid. Hvis en del er slibet af højkvalitets kulstofstål eller højhastighedsstål, skal hjulet vælges korund.
Slibning udføres med og uden køling, og den første mulighed er meget at foretrække for mange håndværkere. Koldt vand vil strømme til det område, hvor fræseren kommer i kontakt med slibeskiven. Hvis afkøling er udelukket, er det efter proceduren uacceptabelt at afkøle værktøjet skarpt, den skærende del risikerer simpelthen at revne.
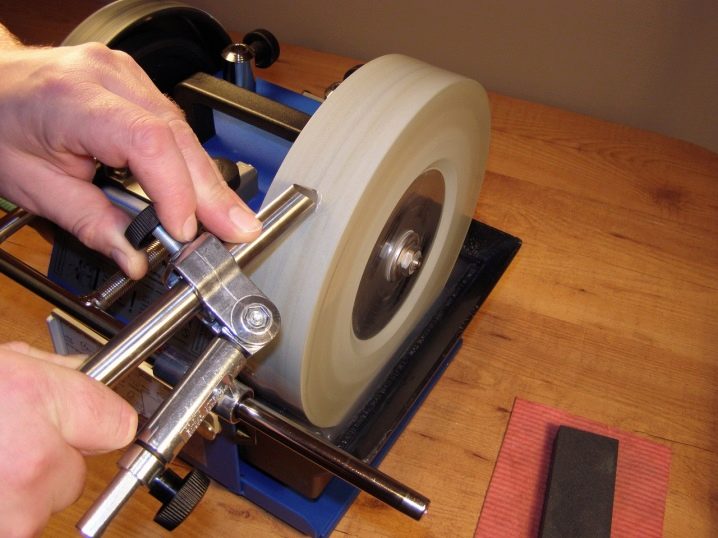
Skærpning indebærer også eksemplarisk fasering: først behandles den bagerste overflade af basen på cirklen, derefter den bagerste hjælpeoverflade, og kun ved afslutningen - forsiden. Afslutter arbejdet med at skærpe skæret under hensyntagen til den nødvendige afrundingsradius.
Umiddelbart i slibningsøjeblikket skal elementet langsomt bevæges i en cirkel (præcis langsomt, hastværk forstyrrer ofte driften), uden at trykke det for meget. Dette er vigtigt for organiseringen af ensartet slid og dannelsen af en ekstrem flad skærkant.
Installationsregler
Fejlfri fastgørelse af elementet på værktøjsholderen er det efterfølgende korrekte drejeslag. Hvis værktøjet er indstillet forkert, vil maskinen hurtigt slide skæret op. Før monteringen påbegyndes, skal holderens fødder rengøres. Grundlæggende er regel # 1, at spidsen af fræseren skal være på niveau med drejebænkens midterlinje (hvilket betyder centrering). Hvis den installeres under stregen, vil delen simpelthen blive skubbet ud af midten, når den kører, hvis højere, vil opvarmning være uacceptabel, og slid vil være hurtigt.

Hvad der ellers er vigtigt at vide om installationen:
-
hvis den er fastgjort i specialholderen med mindst to bolte, giver dette allerede en garanti for korrekt installation;
-
den faste fræser bringes til midten af tailstock eller headstock, gennemgår højdejustering, ikke mere end tre puder lægges under den;
-
forresten er foringen forberedt på en kompleks måde, der er intet alternativ til dem;
-
shimsene placeres på understøtningen af skæreholderen med kontrol af sidstnævntes fremspring (ikke mere end 1,5 stanghøjde), ellers vil maskinen arbejde med vibrationer;
-
så kan du justere fræserens dybde med testspåner eller en krydsfremføringsskive;
-
hvis den første metode tages, bevæger kutteren sig stramt, indtil den rører ved rotationselementet, så går den til højre, og derefter bestemmes skæredybden intuitivt;
-
hvis du savnede slibediameteren, skal du gentage alt med den nødvendige skæredybde, indtil du får den rigtige.
Forresten, før du installerer kutteren i holderen, skal du vide, at 4 elementer kan fastgøres i den på samme tid. Der er ikke mindre end to bolte pr. montering.
Til skæring af metal, til udskæring af træoverflader er fræsere næsten uerstattelige. Du kan søge på den ønskede vare i ental, du kan købe multi-cutter-sæt til CNC-maskiner, og nogle varer er billigere at lave på egen hånd. Det vigtigste er at kende nøjagtigt værktøjets funktionalitet og forstå teknologien til at arbejde med det.














Kommentaren blev sendt.