Alt om drejebænke

For at udføre forskellige operationer til forarbejdning af metalprodukter er det ofte nødvendigt at bruge drejebænke. I en stor kategori kan vi skelne enheder af den dreje-drejelige type, som er mest udbredt.


generel beskrivelse
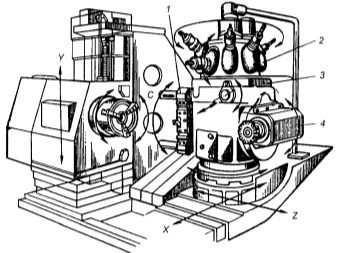
Den grundlæggende betegnelse for tårndrejeteknologi svarer til typiske drejeinstallationer. Forskellen ligger i tilstedeværelsen af et roterende hoved med flere positioner. Dette strukturelle element øger i høj grad udstyrets effektivitet og reducerer også den tid, der kræves til at behandle hvert produkt. Udover, moderne modifikationer af TRS med et CNC-modul er blevet udbredt. De har et tårn, specielle siddepladser til placering af skærende værktøjer.
Den nødvendige type hovedstruktur skyldes den hurtige udvikling af metalbearbejdning. Faktum er, at en sådan strukturel del i tandem med CNC giver mulighed for at øge behandlingshastigheden af produkter med 2 gange eller mere. Derudover forbedrer det parametrene for nøjagtigheden af dimensionerne af de færdige dele og graden af ruhed af deres overflade.
Når vi taler om tårndrejebænkeinstallationer, er det nødvendigt at identificere følgende nøglefakta.


I de fleste tilfælde er dette udstyr købes til industriel brug. Det er installeret i værksteder, der beskæftiger sig med serieproduktion af produkter; i alle andre tilfælde vil det ikke være økonomisk berettiget.
Grundlæggende funktioner i tårndrejemekanismer give mulighed for at udføre bearbejdning af elementer ved en høj tilførselshastighed ved en øget hastighed... Der tilføres en speciel kølevæske til skæreområdet, som forhindrer overophedning af selve værktøjet og de emner, der bearbejdes.

Alle hovedenheder af sådant udstyr er placeret analogt med andre drejebænke - det er det, der sikrer antallet af udførte operationer. Generelt giver de tekniske parametre for sådanne enheder mulighed for hurtigt at udskifte skærefladerne.
Visninger
Moderne producenter tilbyder et bredt udvalg af drejebænke. De adskiller sig i arbejdsmekanismen, rækken af udførte operationer, designfunktioner og nogle andre egenskaber. Lad os dvæle mere detaljeret på de eksisterende grunde til klassificering af sådanne installationer.
Efter den type emne, der behandles
Afhængigt af typen af forarbejdede produkter er maskiner til patron- eller stangarbejde... Aksler med store diametre er fastgjort i patronkasserne. Bardelen er mindre, men de har en ret imponerende længde.

Efter position af emneaksen
Ved at placere aksen for de emner, der skal bearbejdes, kan du udpege vandrette og lodrette samt skrå modifikationer... Værktøjsmaskiner med lodret og vandret arrangement har fået den maksimale cirkulation, installationer med en skrå akse bruges meget sjældnere.
Derudover giver nogle modeller dig mulighed for at vippe delen til drejning eller andre operationer udført i en lille vinkel.


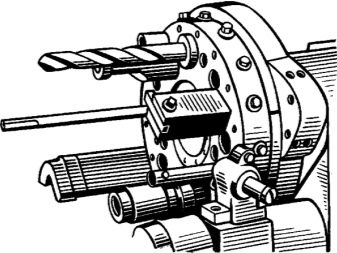
Der laves en separat gruppe drejende og roterende halvautomatiske enheder. De er efterspurgte, når de arbejder med stænger med forskellige diametre.Blandt hovedegenskaberne ved sådant udstyr er følgende egenskaber.
Enkeltspindel maskine, som kun har én perforeret spindel til at rumme stangen. I dette tilfælde er størrelsen af hullets tværsnit relativt lille.
Ekstraudstyr har form af en enhed, der er ansvarlig for at fodre og holde produktet i en statisk position.


Samtidig sørger designet for en anordning til tilbagetrækning af det behandlede element efter afslutningen af operationen, på grund af hvilken den maksimale automatisering af produktionen bliver mulig.
De bedste producenter og modeller
De fleste indenlandske virksomheder installerer standard TRS - 1P371, 1A365, 1N318, samt S193A, 1365 og andre... Men i det sidste årti har der været en tendens til at erstatte dem med avancerede teknologiske versioner med CNC. Modifikationer med CNC har mange fordele, som skyldes den øgede grad af automatisering og funktionalitet, samt den exceptionelle nøjagtighed af behandlingen.

Udstyret 1V340F30, der tilbydes af Berdichev-fabrikken, er kendetegnet ved dets øgede tekniske og operationelle egenskaber. Denne enhed styres gennem et CNC-kompleks, og dens design inkluderer et hoved med 8 positioner. Støtten er placeret på tværs, hvilket tillader behandling:
-
enkeltprodukter med et tværsnit på op til 20 cm;
-
barprodukter med en diameter på op til 5 cm.

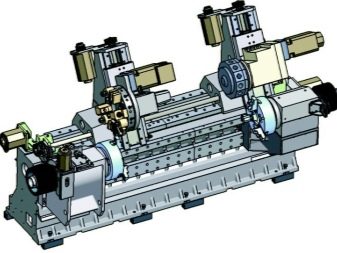
1P426DF3-enheden, der er fremstillet på Alapaevsk-værktøjsmaskinfabrikken, er velkendt. Dette er en moderne teknologi med et programkontrolmodul. Det er efterspurgt til enkelt, lille og mellemstor produktion af metalprodukter. Det er ikke egnet til behandling af store partier.
Hovedtræk var placeringen af de to hoveder på krydsstøtten... En af dem er sekskantet, designet til at arbejde med indvendige overflader, den anden er rund, 8-position - til eksterne.


Derudover er meget importeret udstyr, som er berømt for sin ydeevne, dukket op på det russiske marked for drejeinstallationer i disse dage.
-
ST og DS enheder fra Haas Automation (USA). Disse maskiner giver dig mulighed for at behandle legerede stålprodukter såvel som rustfrit stål.
-
GS-200 maskiner fra firmaet God måde.


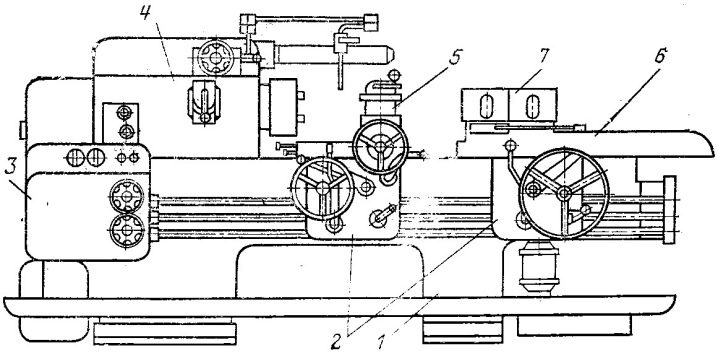
Komponenter
Ligesom andre maskiner involverer drejebænkteknologien brug af komponenter - afskærmninger, styrerør og spindler... I dag tilbyder producenter en bred vifte af modeller, hvor antallet af spindler kan variere. Samtidig fremhæves følgende hovedpunkter.
I tilfælde af en vandret position af arbejdshovedets akse kan understøtningen rotere rundt om sin egen akse, såvel som frem og tilbage langs denne akses retning. I dette tilfælde udføres rotationen samtidigt på flere arbejdsstillinger, hvis samlede antal ofte overstiger et dusin.
Med en skrå såvel som en lodret akse af hovedet er kaliberen enten konventionel eller af den roterende type.
TPC'er med CNC antager også et modul, der er ansvarlig for højpræcisionsbearbejdning med evnen til at ændre parametrene for hovedpositionen. Normalt er dens hovedenheder dækket af et specielt hus. Dette øger operatørens sikkerhed mange gange.
Hvilken slags arbejde udføres der?
Som allerede nævnt tillader de tekniske og operationelle parametre for moderne dreje-revolverende enheder at udføre en række operationer. Variable produkter præsenteret i form af omdrejningslegemer kan bruges som emner. De mest almindelige manipulationer omfatter:
-
dreje på den ydre overflade, mens passagen kan være ru eller finish;
-
skære når du installerer skæreelementet;
-
trådning - både internt og eksternt;
-
riller forskellige dybder og konfigurationer.

Ud over den cylindriske standardkonfiguration er sådanne maskiner i stand til at behandle andre typer arbejdsemner.
-
Med profilformet type - når der anvendes en semi-automatisk dreje-fræser, så udføres drejning som enhver anden bearbejdning gennem en buet skabelon eller ved hjælp af en kopilineal.
-
Konisk - behandlingen udføres ved hjælp af en speciel kopimaskine. Derudover kan en konisk overflade opnås ved metoden til at udføre en engangs længde-tværgående tilførsel.

Kompakte tårndrejemekanismer kan placeres i en separat kategori. Sådanne enheder kan endda installeres i hjemmeværksteder.
Hvad skal man overveje, når man vælger?
Når du vælger drejebænke, skal du fokusere på vigtige kriterier.
Nøjagtighedskategori - for at etablere muligheden for at bruge en vis modifikation af udstyr til behandling af metalprodukter, er det nødvendigt at vide, hvilken nøjagtighed der potentielt kan opnås. Langt de fleste versioner giver klasse H.
De maksimale parametre for delen - sektion, længde, samt layoutet af arbejdsenhederne indbyrdes.
Emnemateriale - Normalt på sådanne maskiner udføres forarbejdning af støbejern, høj-, lav-carbon eller legeret stål, drejning af andre legeringer er tilladt.
Begrænset antal omdrejninger pr. tidsenhed - et emne med specificerede krav til dimensionsnøjagtighed og ruhed kan udelukkende opnås ved at vride delene ud til en vis hastighed. I dette tilfælde skal det samlede antal transmissioner tages i betragtning.
Producenter skal angive data om den maksimale hastighed, hvormed de isolerede enheder kan bevæge sig, når de udfører højhastighedsfodring.

Motoreffektparametre og antal motorer - i små installationer har motorerne som regel lav effekt, da de forarbejdede dele er kompakte, og der fjernes lidt metal for hver kørsel. I serieproduktion skal motorer kunne modstå kontinuerlige belastninger.
Dimensioner og vægt af udstyr - det er meget nemmere at installere mini-maskiner. Derudover har store størrelser brug for omhyggelig forberedelse af arbejdsbasen.
Og det er også nødvendigt at tage højde for det det kinematiske diagram af mekanismerne kan variere... For eksempel blev modeller i gammel stil skabt på en sådan måde, at for dannelsen af visse typer tråde blev installationen af udskiftelige hjul af visse konfigurationer udført.
Beskyttelse - modifikationer med CNC forudsætter installation af et beskyttelsesdæksel. Dette minimerer risikoen for skader under betjening af udstyret.

I moderne drejeanordninger udføres installationen af det nødvendige udstyr såvel som skæreflader med maksimal nøjagtighed. I sådanne enheder er der ikke behov for manuel udskiftning af skæreværktøjet - dette reducerer bearbejdningshastigheden for hver del markant. Som et resultat øges produktiviteten, hvilket medfører et fald i omkostningerne ved forarbejdning af emner. Samtidig forårsager reparationen af sådanne maskiner mange vanskeligheder. Derfor er der under deres drift særlig opmærksomhed på forebyggende vedligeholdelse, rettidig identifikation og eliminering af problemer.
Opsætningsfunktioner
Før du begynder at betjene tårndrejeudstyret, er det meget vigtigt at sætte det op. Det omfatter flere hovedfaser.
-
Installation af udstyr til fastgørelse af emnet, montering af skære- og hjælpeværktøj.
-
Indstilling af stop, nødvendigt for at styre stængerne og begrænse bevægelsen af kaliberne.
-
Installation af styreenheden til knaster, stik, kontakter, håndtag og andre anordninger for at opnå en given bevægelsesfrekvens for spindlen og de nødvendige hastigheder for skæreværktøjet.
-
Testbehandling et par prøveelementer, der kontrollerer deres egnethed til efterfølgende drift.
-
Forsoning og om nødvendigt efterjustere placeringen af stop på maskinen i henhold til et givet projekt.













Kommentaren blev sendt.