Alt om skruebænke

At vide alt om skruebænke er ret nyttigt til at organisere et hjemmeværksted eller en lille virksomhed. Det er nødvendigt at forstå enhedens funktioner, med hovedenhederne og formålet med maskiner med og uden CNC. Ud over hvad det er generelt, bliver du nødt til at studere universelle desktop-modeller og andre muligheder, ejendommelighederne ved at arbejde med dem.
Hvad er det?
Enhver skruebænk er designet til bearbejdning af stål, støbejern og andre emner. Denne procedure kaldes skæring af specialister. Sådanne enheder giver dig mulighed for at slibe og slibe dele. De danner med succes rillerne og udarbejder enderne. Også formålet med skruebænken omfatter:
- boring;
- forsænkning;
- indsættelse af åbninger og gangbroer;
- udfører en række andre manipulationer.
Det generelle princip for enheden er ekstremt simpelt. Arbejdsemnet, der skal bearbejdes, spændes vandret. Det begynder at snurre på et givet tidspunkt. Med denne bevægelse fjerner kutteren unødvendigt materiale. Men beskrivelsens tilsyneladende enkelhed tillader ikke at ignorere den ret store kompleksitet i udførelsen.


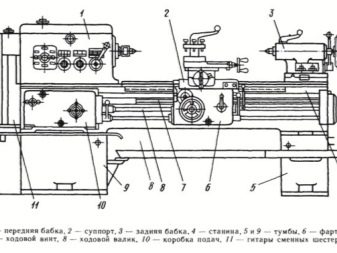
En skruebænk kan kun fungere med tillid, hvis den er samlet meget omhyggeligt af velforbundne elementer. De vigtigste knudepunkter i skemaet for et sådant apparat er:
- support;
- stædig bedstemor;
- seng;
- spindel hoved;
- elektriske dele;
- kørende aksel;
- gear guitarer;
- den boks, der er ansvarlig for arkivering;
- blyskrue.
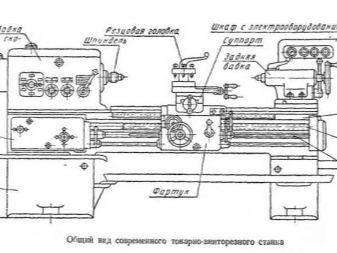
På trods af den ret kalibrerede struktur baseret på typiske dele, kan specifikke maskiner variere meget. Meget afhænger af nøjagtigheden under drift. Spindlen (alias frontal) hovedstammen forhindrer bevægelsen af det emne, der behandles. Det transmitterer også en rotationsimpuls fra det elektriske drev. Det er i den indre del, at spindelsamlingen er skjult - hvorfor den faktisk hedder sådan.
En vedvarende, det er også en bagside, giver dig mulighed for at fiksere emnet. Gliderens rolle er at flytte værktøjsholderen (sammen med selve arbejdsværktøjet) i længde- og tværplanet i forhold til maskinaksen. Kaliperblokken er altid større end resten af delene. Kutterholderen vælges i henhold til enhedens kategori.
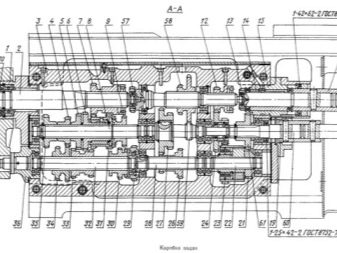
Gearkassen påvirker transmissionen af impulser til alle dele og derfor systemets funktion generelt.


Sådanne kasser kan være indbygget i hovedstammen eller være placeret i separate dele af kroppen. Tempoet justeres trin for trin eller i en kontinuerlig tilstand, som er forudbestemt af nuancerne i designet. Kassens vigtigste virkende led er gearene. Den indeholder også en kileremstransmission og en elektrisk motor med bakgear. Derudover er det værd at nævne koblingen og håndtaget til at ændre hastigheden.
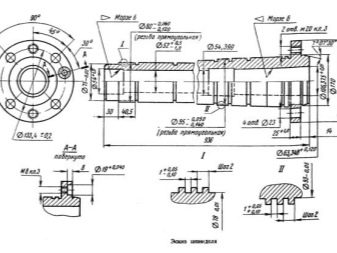
Spindlen kan betragtes som et ekstremt vigtigt element. Det er en del med en teknisk akselkonfiguration og har en tilspidset kanal til at holde delene. Den er bestemt stærk og holdbar, fordi den er lavet af en udvalgt række af stållegeringer. Den traditionelle tilgang indebærer brugen af meget nøjagtige rullelejer i designet af spindelelementet. Et konisk hulrum i enden er nødvendigt for at placere en stang, som nogle gange giver en knockout af den centrale del.
Sengen i en skruebænk fås ved støbning af støbejern. For at udarbejde rillerne efter behov skal du bruge et markeringsværktøj, matricer, skæring og andre enheder. Kontrolenheder indeholder en række taster og håndtag, inklusive dem, der giver dig mulighed for at justere målemarkøren. Modeller med CNC er mere komplicerede end klassiske, men de kan udføre manipulationer, der er uopnåelige for dem og i nogle tilfælde handle uden hjælp fra en operatør. Det er værd at understrege forklædets rolle - inde i det er der mekanismer, der konverterer rotationen af skruesamlingen og den tekniske aksel til fremadgående bevægelse af støtteapparatet.

Artsoversigt
Efter masse
Skruedrejebænken kan bruges i lokale private virksomheder til husholdningsbehov. Sådanne modeller er normalt relativt lette. Store og tunge køretøjer er primært designet til industriel produktion. Enheder, der ikke er tungere end 500 kg, betragtes som lette.
Mellemstort udstyr spiller en vigtig rolle i industrien. Den vejer op til 15.000 kg. De største industrielle designs vejer mellem 15 og 400 tons. I dette tilfælde er et højt niveau af nøjagtighed normalt ikke stødt på, fordi tolerancerne ikke længere er så betydelige.
Meget kraftigt udstyr er installeret på store fabrikker og fabrikker, men det bruges ikke i husholdningssegmentet.


Ved den maksimale længde af delen
Grundlæggende interagerer letvægtsmaskiner med dele, der ikke er mere end 50 cm i diameter. Udstyr på mellemniveau kan håndtere emner op til 125 cm lange. Den længste dellængde er forudbestemt af afstanden mellem maskinens midtpunkter. Med samme tværsnit er maskinerne i stand til at arbejde med både lange og relativt korte strukturer. Spredningen over den største diameter af dele er særlig stor - fra 10 til 400 cm, derfor er der ingen universelle maskiner, der arbejder med emner af nogen sektion.


Efter ydeevne
Et vigtigt punkt i klassificeringen af skrueskærende udstyr er dets tekniske produktivitet. Det er sædvanligt at tildele enheder til:
-
produktion i lille skala;
-
mellemstore serier;
-
storstilet transportbåndproduktion.
Mærkerne af skruebænke er ret forskellige. De produceres i mange lande. Desuden er noget af udstyret blevet brugt aktivt siden Sovjetunionens periode og har endnu ikke mistet sin relevans. Når du sætter dig ind i beskrivelsen af teknikken, er det vigtigt at finde ud af, om den er designet til desktop- eller gulvmontering, hvad er funktionerne ved installationen generelt. Hvad angår CNC-maskiner, er dette praktisk talt ingen alternativ løsning - selv til hjemmebrug bruges "rent manuel" udstyr yderst sjældent.


Topmodeller
Det er passende at starte gennemgangen med "Kaliber STMN-550/350"... Selvom en sådan enhed er let, er der ret seriøse muligheder i dens kompakte krop. Ved at samle og konfigurere det i overensstemmelse med instruktionerne kan du garantere arbejdets nøjagtighed. Teknisk service er påkrævet efter hver 50 timers drift. Nøglefunktioner:
- afstand mellem centre 35 cm;
- sektion af emnet over sengen op til 18 cm;
- totalvægt 40 kg;
- antallet af omdrejninger - 2500 pr. minut;
- gummifødder i basissættet;
- plasthåndtag;
- Morse taper nr. 2.



Til simpelt metalarbejde kan du også bruge Kraton MML 01 maskinen. Denne enhed er yderst vedligeholdelsesvenlig. Problemet er brugen af plastik gear. Hvis du udskifter dem med støbejern, kan du ikke være bange for konsekvenserne af skødesløs brug. Der vil være en afstand på 30 cm mellem centrene, og enhedens masse er 38 kg; den udvikler sig fra 50 til 2500 o/min på 60 sekunder.
Ud over metal er Kraton-produktet velegnet til plast og træ. Designerne har sørget for baggrundsbelysning. Et sæt udskiftelige tandhjul giver dig mulighed for at skære metriske gevind. Takket være den drejelige slæde er konisk slibning af dele tilgængelig.
Tværglidevandringen er 6,5 cm.


Et alternativ kan betragtes som "Corvette 402". Dette er en anstændig letvægts drejebænk med komponenter af særlig høj kvalitet. Den enfasede motor har en effekt på 750 W. Mellemrummet mellem centrene er 50 cm. Sektionen af emnet over sengen er 22 cm, og enhedens masse er 105 kg; den kan udvikle sig fra 100 til 1800 omdrejninger i minuttet i 6 forskellige hastighedstilstande.
Ejendommeligheder:
- den elektriske motor er lavet i henhold til et asynkront skema;
- bagsiden af spindeltorsionen er tilvejebragt;
- takket være den magnetiske starter er spontan tænding efter strømafbrydelse udelukket;
- enheden er udstyret med en palle;
- spindeltilspidsningen er lavet i henhold til Morse-3-skemaet;
- i 1 pas kan du slibe op til 0,03 cm;
- kryds- og drejekaliber bevæger sig - henholdsvis 11 og 5,5 cm;
- spindel radial udløb 0,001 cm.



Proma SKF-800 kan også betragtes som en anstændig løsning til at organisere en workshop derhjemme. Modellen er designet til at arbejde med meget store dele. Et par trefasede motorer giver et kraftigt drejningsmoment. Hovedparametre:
- drejelængde 75 cm;
- emnets diameter over sengen - 42 cm;
- totalvægt 230 kg;
- spindel med et 2,8 cm gennemgående hul;
- tomme tråd fra 4 til 120 tråde;
- opnåelse af en metrisk tråd fra 0,02 til 0,6 cm;
- fjerpindslag - 7 cm;
- strømforbrug - 0,55 kW;
- driftsspænding - 400 V.



MetalMaster X32100 er også værd at se nærmere på. Dette er en universel skruebænk med digitalt display. Der medfølger også en trådindikator. Enheden fungerer godt med jernholdige og ikke-jernholdige legeringer. Fjellens rækkevidde - 10 cm, 18 arbejdshastigheder er tilvejebragt.
Andre parametre:
- tværslidsen løber 13 cm;
- kølevæskepumpen bruger 0,04 kW og fungerer fra et husholdningsnetværk;
- selve maskinen fungerer ved en spænding på 380 V og forbruger 1,5 kW strøm;
- nettovægt er 620 kg;
- automatisk fremføring i længde- og tværplanet er tilvejebragt.



I industriel produktion fortjener opmærksomhed Stalex GH-1430B... Denne maskine har en center-til-center afstand på 75 cm. Den vejer 510 kg og er i stand til hastigheder fra 70 til 2000 omdrejninger. Den grundlæggende levering inkluderer et par stabile hviler og et par ikke-roterende centre.
Gearene er lavet af overlegen hærdet stål.


At fuldføre gennemgangen er passende på Jet GH-2040 ZH DRO RFS-modellen. Denne maskine er udstyret med en 12 kW motor. Det gennemgående hul i spindlen er 8 cm Torsion opretholdes ved meget forskellige hastigheder (24 positioner fra 9 til 1600 rpm). Producenten selv understreger overholdelse af de særlige krav til nøjagtigheden og hastigheden af materialebehandling.


Hvad skal man overveje, når man vælger?
I langt de fleste tilfælde træffes valget om et hjemmeværksted til fordel for universelle modeller. De adskiller sig ikke i høje tekniske egenskaber, men de er enkle i design og kan behandle 1 - 2 dele på ikke-seriebasis. Eventuelle manipulationer udføres manuelt. Kvaliteten af behandlingen og dens nøjagtighed vil ikke være særlig høj.
Det skal man huske på oftere og oftere sælger de under navnet "universal maskine" simpelt udstyr med CNC og direkte udførelse af sengen. De giver dig mulighed for at anvende kontrolprogrammer. CNC-systemer erstatter aktivt de gamle universalmodeller. Men selv blandt de forældede prøver er der en opdeling. Således er kopimaskiner og halvautomatiske maskiner i stand til at klare kompleksformede dele; moderne eksempler af denne art har et kontrolsystem.


Jo flere fortænder, jo mere produktivt er apparatet. CNC multi-cutter drejeteknologi er velegnet til specifikke operationer. Det bruges hovedsageligt til produktionslinjer i forskellige størrelser. Under alle omstændigheder skal du være opmærksom på:
- dimensioner af de forarbejdede dele;
- niveau af nøjagtighed;
- behandlingstolerancer;
- typer forarbejdede metaller;
- højde af arbejdscentre
- borepatron diameter;
- type seng (lige eller skrånende);
- type patron;
- komplet sæt;
- anmeldelser om modellen.


Ved brug af en række moderne smøre- og kølevæsker er beskyttelse mod dem bydende nødvendigt. Enhver ansvarlig producent sørger for det. Skrueskæremaskiner vælges under hensyntagen til antallet af arbejdsmanipulationer og deres type. Vi må ikke glemme længden og diameteren af emnerne. Jo stærkere maskinsengen er, jo mere pålidelig er den; en enhed, der er for tung til at bruge derhjemme, er dog ikke det værd. Svejseforbindelse foretrækkes frem for boltning.
Derudover er de opmærksomme på:
- tilslutningsmetoder;
- strømforsyningsparametre;
- niveauet af tilbageslag (eller mangel på samme);
anmeldelser af specialister.


Hvordan man arbejder
Ofte bruges en skruebænk til at bearbejde de ydre cylindriske overflader. Lignende arbejde udføres med forbipasserende kuttere. Emnet fastgøres med forventning om et tilstrækkeligt stort udhæng. Det antages, at udhænget på 7 - 12 mm over længden af delen er nok til at behandle enderne og skære delen. Hvor hurtigt spindlen skal rotere, hvor dybt emnet skal skæres, er foreskrevet i flowdiagrammet.
Snitdybden justeres ved hjælp af krydsfremføringsskiven. Efter drejning trimmes i mange tilfælde enden af emnet med forskellige fræsere. Det er nødvendigt at føre afleverings- eller scoringsskæreren, indtil den rører enden. Så tages den væk og vognen flyttes et par millimeter til venstre. Ved at flytte værktøjet på tværs, fjernes et lag af metal fra enden.

På små afsatser kan du slibe og skære metal med en vedholdende fræser. De ydre riller er lavet ved hjælp af slidsfræsere. Arbejdet på dette tidspunkt skal være 4 - 5 gange langsommere end ved trimning af enderne. Fortænden føres pænt, uden stor indsats, altid i tværplanet. Den laterale skive hjælper med at indstille dybden af rillen.
Arbejdsemner skæres på samme måde som ved rillning. Arbejdet er afsluttet, så snart overliggerens tykkelse er reduceret til 2 - 3 mm. Sluk yderligere for maskinen og brække den del af, der er frigjort fra skæreren.


Opsætningsfunktioner
Korrekt idriftsættelse og justering udføres under hensyntagen til nuancerne i den teknologiske proces. Når maskinen er sat op, bearbejdes 2 eller 3 dele. Ifølge dem kontrollerer de, hvordan de parametre, der er angivet på tegningen, overholdes. Hvis der er et misforhold, foretages efterjustering. En vigtig del af opsætningsprocessen er at bestemme funktionerne ved installation og fastgørelse af emner i værktøjsmaskiner.
Hvis centrernes spidser ikke er justeret, sikres justeringen ved at flytte halestammen. Dernæst placeres en driverpatron. Derefter vælges og indstilles fræseren nøjagtigt langs aksehøjden. Puderne skal have parallelle overflader med anstændigt håndværk.
Du kan ikke bruge mere end to puder.


Placeringen af skærespidsen i centerhøjden kontrolleres specielt. Til kontrol bringes fræseren til midten, der tidligere er kontrolleret for højde. Selve midten skal monteres i tailstock pinden. Den udragende sektion skal være kortere - maksimalt 1,5 gange stangens højde. For betydeligt udhæng af fræseren fremkalder vibrationer og tillader ikke arbejde effektivt; værktøjet skal være solidt fastgjort i værktøjsholderen med mindst et par godt tilspændte bolte.
Runde emner skal fastspændes i en selvcentrerende tre-kæbepatron. Men hvis længden af delen er mere end 4 gange diameteren, skal du tage en chuck med et spændecenter eller bruge bearbejdningsmaskiner med en drivpatron. Korte ikke-cirkulære emner monteres ved hjælp af en frontplade eller en fire-kæbepatron. Stænger og andre lange dele med lille diameter føres gennem passager i spindlen. Ved justering af skæretilstanden lægges hovedvægten på hastigheden af hovedbevægelsen og dybden af skæringen; du skal også justere foderet.


Sikkerhed på arbejdet
Når du tilslutter selv den enkleste maskine, skal du bruge enheder til at beskytte elektrisk udstyr. Ordningen vælges under hensyntagen til de grundlæggende tekniske punkter. Uafhængig drift af skruebænken er kun tilladt i en alder af 17 år. Før indlæggelsen skal du instrueres i arbejdsbeskyttelse. Derudover bør du testes for kontraindikationer; under selve arbejdet, arbejdsformen og hvilen, skal pauseplanen overholdes nøje.
Du skal arbejde på en skruebænk i en bomuldsdragt eller semi-overalls. Derudover skal du bruge læderstøvler og specielle briller. Selv de mest omhyggelige og velordnede arbejdere bør have en førstehjælpskasse klar til at håndtere følgerne af en skade. Primære slukningsmidler bør opbevares på værksteder.
Hvis der sker en ulykke, får ledelsen og beredskabet straks besked om dette.


Det er meningen, at arbejdspladsen skal holdes ren. Strengt forbudt:
- tænd for maskinen i tilfælde af jordbrud, i tilfælde af funktionsfejl i barrierer og låse;
- indtast grænserne skitseret af hegnet;
- fjern dette hegn (bortset fra reparation af kompetente tjenester);
- start arbejdet uden at kontrollere maskinens servicedygtighed;
- brug ureguleret belysning af arbejdsområdet;
- køre maskinen uden smøring;
- arbejde uden hovedbeklædning;
- røre ved bevægelige dele under arbejdet;
- stole på maskinen (dette gælder ikke kun for arbejdere);
- fortsætte med at arbejde, hvis der opstår vibrationer;
- tillade oprulning af spåner på emner eller fræsere.
Alle de resulterende spåner skal rettes strengt væk fra dig selv. Selv under den korteste afbrydelse i arbejdet skal maskinen standses og afbrydes. Afbrydelse af lysnettet vil også være påkrævet i tilfælde af strømsvigt. I spændingsløs tilstand fjernes maskinen, rengøres og smøres. På samme måde foretages frakobling inden tilspænding af eventuelle befæstelser.

Det er ikke tilladt at arbejde på skrueskæreudstyr i handsker eller vanter. Hvis dine fingre er bandageret, skal du bruge gummifingerspidser. De emner, der skal bearbejdes, må ikke blæses med trykluft. Håndbremsning af dele af udstyret er ikke tilladt. Du kan heller ikke måle noget undervejs i maskinen, kontrollere renhed, slibe dele.
Når arbejdet er afsluttet, slukkes maskinerne og elmotorerne, arbejdspladserne sættes i stand. Alle arbejdsemner og brugt værktøj placeres bestemte steder. Gniddelene smøres med den i vejledningen foreskrevne frekvens. Alle problemer meldes til ledelsen med det samme, i ekstreme tilfælde - efter endt vagt. Ellers er det nok at følge instruktionerne i det tekniske datablad og producentens anbefalinger.














Kommentaren blev sendt.